
国際特許分類[B21C47/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621)
国際特許分類[B21C47/00]の下位に属する分類
巻取りまたはコイリング (135)
巻戻しまたはアンコイリング (41)
巻取り装置へまたは装置から,または巻取り装置内の作業位置へまた作業位置からのコイルの移動;移動中の巻戻りの防止 (78)
同時にまたは次に行われる材料の処理に関する特別の配置 (131)
ドラムまたは他のコイル保持具 (68)
巻取り作業に特に適すようになっているトングまたは把持手段 (9)
特殊なタイプの装置に特に適するものでない供給またはガイド装置 (89)
国際特許分類[B21C47/00]に分類される特許
1 - 10 / 70
圧延機の制御装置およびその制御方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
巻回装置
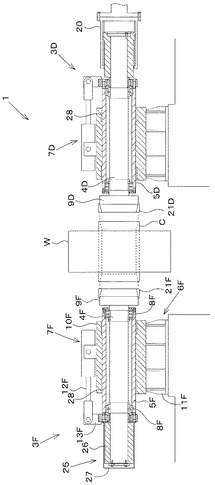
【課題】圧延材の巻回装置において、従動側シャフト及び駆動側シャフトの傾きを互いに対称にして、コイルの姿勢を水平に維持することにより、圧延材に負荷する張力の板幅方向分布を均一なものとし、形状の良い板を圧延することができる圧延材の巻回装置を提供する。
【解決手段】巻回装置1は、水平方向を向く軸回りに巻回された圧延材Wに対して、圧延材Wの巻芯Cを両側から挟み込む従動側シャフト4F及び駆動側シャフト4Dを有している巻回装置1であって、圧延材Wの巻芯Cに対して従動側シャフト4F及び駆動側シャフト4Dの傾きが両側で対称になるように、従動側シャフト4F又は駆動側シャフト4Dの少なくとも一方に荷重を付与してバランスを調整するバランス調整手段25が設けられている。
(もっと読む)
巻取制御装置および巻取制御方法

【課題】張力外乱に起因してストリップの張力変動が生じた場合であっても、ストリップの張力変動に影響されず、意図した指令に忠実にマンドレルの回転速度を制御して、安定的にストリップを巻き取れること。
【解決手段】本発明の一態様にかかる巻取制御装置1は、熱間圧延されたストリップ15を巻き取るマンドレル13の回転速度を制御するものであり、補償部5と、駆動電動機6と、張力外乱オブザーバ7とを備える。駆動電動機6は、指示されたトルクによってマンドレル13を回転させ、且つマンドレル13の回転速度応答値を出力する。張力外乱オブザーバ7は、トルク指令値と回転速度応答値とをもとに、駆動電動機6に加わる外乱トルクを推定する。補償部5は、駆動電動機6に指示するトルクを外乱トルクに基づいて補償し、補償後のトルク指令値を駆動電動機6および張力外乱オブザーバ7に送信する。
(もっと読む)
鋼帯の蛇行防止方法および装置
【課題】鋼帯を搬送しながら連続的に処理する鋼帯連続処理装置を備えた鋼帯連続処理ラインにおいて、複数台のペイオフリールから交互に鋼帯(コイル)を払い出す入側設備を有している場合に、ペイオフリールから尻抜けした鋼帯の尾端の蛇行を適切に防止することができる鋼帯の蛇行防止方法および装置を提供する。
【解決手段】先行鋼帯5aの尾端がペイオフリール11から払い出される前に、切断装置・溶接装置間ピンチロール16と溶接装置出側ピンチロール32とで先行鋼帯5aを挟み込み、溶接装置出側ピンチロール32の周速度Vrを先行鋼帯5aの搬送速度(ブライドルロール33の周速度)Vsより遅くするとともに、切断装置・溶接装置間ピンチロール16の周速度Vqを溶接装置出側ピンチロール32の周速度Vrより遅くするようにする(すなわち、Vs>Vr>Vq)。
(もっと読む)
ベルトブライドル装置のベルト不走行検出方法およびベルト不走行検出装置
【課題】多大の費用を要したりベルトブライドル装置の大型化を招いたりすることなくベルトブライドル装置のベルト不走行を確実に検出することのできるベルトブライドル装置のベルト不走行検出方法およびベルト不走行検出装置を提供する。
【解決手段】ベルトブライドル装置11を通過した金属帯1の表面を金属帯の全幅にわたって撮像する赤外線カメラ19と、赤外線カメラ19から出力された画像信号を処理して金属帯1の幅方向温度分布を取得する画像信号処理装置20と、画像信号処理装置20で得られた金属帯の幅方向温度分布を基準温度と比較する比較装置22と、比較装置22の比較結果を表示する表示装置23とを備えたベルト不走行検出装置18を用いて、ベルトブライドル装置11のベルト不走行を検出する。
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス
【課題】効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供する。
【解決手段】連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ライン14を中心線としてずれて配置される。圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなる。
(もっと読む)
ピンチロールの速度制御装置及び速度制御システム
【課題】ピンチロールの速度制御において、操業中にピンチロールモータの速度制御系の不安定化によるハンチングを抑制することを目的とする。
【解決手段】ピンチロールの速度目標値と張力バランス目標値とを入力信号とし、第1のPI制御器を用いてピンチロールの補正速度目標値を出力する主幹制御部と、該補正速度目標値とピンチロールの速度実績値との第1の差分値を求め、該差分値を入力として第2のPI制御器によりピンチロールモータを駆動する電流指令値を求めるドライブ部とを具備し、主幹制御部は、張力バランス目標値と電流指令値との第2の差分値を求め、該第2の差分値を第1のPI制御器に入力し、その出力をローパスフィルタに入力し、該ローパスフィルタの出力と速度目標値とから補正速度目標値を出力する。
(もっと読む)
熱間圧延ラインにおけるロール制御方法
【課題】被圧延材を挟持するロールの偏芯による周期的な影響を簡単に抑制してロールの挟持状態を目標値に保持する。
【解決手段】仕上圧延機2で圧延された被圧延材3を巻取機4で巻き取る熱間圧延ライン1Aにおけるロール制御方法であって、対で設けられて被圧延材3を挟持するピンチロール42の偏芯による周期信号の発生機構として繰り返し制御器52を用い、繰り返し制御器52が発生する周期信号に同期してピンチロール42のギャップを操作することで、ピンチロール42の挟持状態として鋼板張力TPRを目標値に保持するようにした。
(もっと読む)
溶射用複合ワイヤ製造装置
【課題】 製造効率の向上を図る事が出来、線径の異なる多品種のワイヤの製造に対応することが可能な溶射用複合ワイヤ製造装置の提供。
【解決手段】 平型フープ材1が巻回されたフープ材巻き出しローラ12と、平型フープ材をU字成型、片丸成型、丸型成型と順次、成型作業を行う前段ワイヤ成型手段14と、前段ワイヤ成型手段14における平型フープ材1の成型時に、粉末状の機能発現物質を平型フープ材1に供給する粉末供給手段16と、前段ワイヤ成型手段の出口側に設けられた中間巻き取りローラ18と、前段ワイヤ成型手段14によって成型されたチューブ状のワイヤを、さらに細径に成型する後段ワイヤ成型手段20と、後段ワイヤ成型手段20によって成型された溶射用複合ワイヤを巻き取る最終巻き取りローラ22とを具備している。
(もっと読む)
非水電解質二次電池の製造装置および製造方法
【課題】薄い長尺な被加工材料を加速、減速、停止を繰り返して加工する場合でも、加工済み被加工材料を一定の張力で巻き取ることができる製造装置、製造方法を提供する。
【解決手段】製造装置は、厚さ0.2mm以下の長尺な被加工材料を一定速度で連続して繰り出す送り出し装置40と、送り出された被加工材料を所定距離だけ間欠的に移動させ、被加工材料に加工を施す加工装置44と、加工装置から送り出された被加工材料を一定速度で連続して巻取る巻取り装置42と、被加工材料の長さ方向の張力が10N/m以下となる部分が生じるように被加工材料をガイドするガイド部71と、被加工材料の張力を所定の張力まで増大する張力増加装置68と、を備え、張力増加装置は、被加工材料を搬送する1本以上のローラ72を備え、ローラの表面と被加工材料の表面との摩擦係数が0.2以上、合成面粗さが1.8μm以上である。
(もっと読む)
1 - 10 / 70
[ Back to top ]