
国際特許分類[B21C47/18]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621) | 巻戻しまたはアンコイリング (41) | リールまたはドラムからのもの (35)
国際特許分類[B21C47/18]の下位に属する分類
国際特許分類[B21C47/18]に分類される特許
1 - 10 / 30
プロセスラインにおける入側コイル残長演算方法
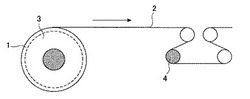
【課題】入側にコイル払出し設備(ペイオフリール等)を有するプロセスラインにおいて、そのコイル払出し設備(ペイオフリール)のコイル残長を精度良く計算することができる入側コイル残長演算方法を提供する。
【解決手段】ペイオフリール3の所定回転数毎(0.5回転毎)に、ブライドルロール4の回転数rBRからペイオフリール3により払出されるコイル1の外径DPOR(m)を演算し、そのコイル1の外径DPOR(n)の変化から板厚t(n)を演算し、事前に得られる内径情報DPOROからペイオフリール3におけるコイル残長(残巻数)NL(n)を演算した後に、当該プロセスラインの前工程での板厚実績を用いてコイル残長を演算する演算方法とを併用し、それぞれの演算方法による計算コイル残長を比較して、短い方の計算コイル残長を採用することを特徴とする、プロセスラインにおける入側コイル残長演算方法。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置

【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21によりコイル状に巻取る巻取り工程と、その巻取りロール21を巻取り方向と逆方向に回転させることによりコイル状の管材11を巻取りロール21上を滑らせて巻取りロール21の軸線26の延長線に沿って少なくとも1巻分のコイル状の管材11を送り出す送り出し工程と、巻取りロール21上から送り出されたコイル状の管材11を、巻取りロール21の軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、該管材に捻りを加える抜取り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
鋼帯コイルの先端形状部矯正装置及び先端部形状矯正方法
【課題】ペイオフリールで鋼帯コイルを巻き戻したときのコイル先端の鋼帯形状が劣る部分を人手によらずに矯正する装置及び矯正する方法を提供する。
【解決手段】鋼帯コイル(7)を巻き戻すペイオフリール(1)の下方に、複数のロールを千鳥状に配置したレベリングロール(6)を、鋼帯(8)を鉛直方向に通板し、かつ左右ロール群のインターメッシュ(ロール圧下量)を下側より上側が小さくなるように配置し、さらに前記複数のロールのうち一番上に配置したロールは単独でロールの圧下開放を可能にしたことを特徴とする鋼帯コイルの先端部形状矯正装置。
(もっと読む)
板材供給装置及びこの板材供給装置が配置されたプレス加工ライン
【課題】張力を付与しながら板材を送り出す場合であっても、コイル材22のばらけ現象を抑制しつつ送り出し効率を向上させることができるようにする。
【解決手段】本発明の板材供給装置2は、第1検出器17にて検出された送出量と第2検出器18にて検出されたアンコイラ15の回転量とに基づいてコイル材22のコイル外径D2を求める径検出手段30と、径検出手段30で求められたコイル外径D2と送り出し後の板材12の張力とに基づいてアンコイラ駆動モータ16へのトルク制御値pを求めるトルク算出手段31と、アンコイラ駆動モータ16の回転停止後にトルク算出手段31で求めたトルク制御値pに応じてアンコイラ駆動モータ16へのトルク制御を行う制御手段32とを備えている。
(もっと読む)
鋼帯コイルの払い出し制御方法及び払い出し制御装置
【課題】鋼帯コイルの尾端がペイオフリールから高速で抜け出してしまうことを確実に抑制すること。
【解決手段】残長演算処理装置15が、鋼帯コイル2の外径Dpnが外径Dpn−1以上である場合には、プログラムカウンタαの値を1増数する。そして、残長演算処理装置15は、プログラムカウンタαの値がしきい値X以上になった場合、警報装置16を制御することによって鋼帯コイル2の外径Dpnが正確に算出されていない旨の警告情報を出力すると共に、入側減速制御装置17を制御することによって鋼帯の払い出しが停止するまで払い出し速度を減速する。
(もっと読む)
金属帯の矯正方法
【課題】せん断された入側コイルの最内巻き部をスクラップとして収容するスクラップバッグの廃棄作業に伴い、プロセスライン全体の操業効率が低下することを回避する。
【解決手段】シャー6の入側に設けられたピンチロール5の上ロール5uをゴムロール、下ロール5dを鋼ロールで構成し、且つ上ロール(ゴムロール)5uよりも下ロール(鋼ロール)5dの外径を小さくする。さらに下ロール5dのロール速度を、ストリップ2の搬送速度に同期させ、上ロール5uをストリップ2の搬送速度よりも速めることにより、ストリップ2が、下ロール5dに巻き付きやすくして巻き付き量を多くすることにより、より広い範囲を矯正することができ、結果的に矯正能力を向上させることができる。
(もっと読む)
垂直式金属製シート巻戻装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
マグネシウム合金薄板の製造装置
【課題】 マグネシウム合金薄板の多パス圧延によって生じた板幅端部のクラック部、形状不良部をレベリングかつトリミングして製品コイルを製造する。
【解決手段】 固定マンドレルに巻回したマグネシウム合金のコイル材を巻き戻し可能にする第1の巻取機11と、巻取機の下流側に配されてコイル材Cから巻き戻されたマグネシウム合金薄板Sを所定温度に加熱する加熱炉12と、この加熱炉の下流側に配されてマグネシウム合金薄板の形状不良を修正するレベラー13と、薄板の両側縁を切り取るトリマー14と、このトリマー14の下流側に配されてマグネシウム合金薄板を巻き取る第2の巻取機15とを備える。
(もっと読む)
鋼帯通板コンベア及び鋼帯通板設備
【課題】従来の鋼帯通板コンベアは、グネットの磁力を利用して鋼帯をベルトに引き付けるので、非磁性の鋼帯をベルトに引き付けることができず、レイアウトの自由度が小さくなっている。
【解決手段】本発明による鋼帯通板コンベアは、コンベアベルト11の通板側ベルト110と帰路側ベルトとの間にバキューム吸引器2が配置されており、通板側ベルト110上の鋼帯に対して、貫通孔11aを通じてバキューム吸引器2の吸引力が作用される構成である。
(もっと読む)
鋼板の安定通板方法
【課題】例えば連続式酸洗ラインのように、鋼板を通板させるラインであって、ライン入側にピンチロールとレベラーを備えたラインにおいて、鋼板の蛇腹状態の発生や鋼板の蛇行によるエッジ損傷の発生といった通板異常を的確に抑止して、鋼板を安定して通板させることができる鋼板の安定通板方法を提供する。
【解決手段】鋼板2の先端2aがピンチロール12とレベラー14を通板する際にはピンチロール12で鋼板2を挟み込み、鋼板2の先端2aがレベラー14を通過した後はピンチロール12を開放する。
(もっと読む)
1 - 10 / 30
[ Back to top ]