
国際特許分類[B21C47/34]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621) | 特殊なタイプの装置に特に適するものでない供給またはガイド装置 (89)
国際特許分類[B21C47/34]に分類される特許
1 - 10 / 89
スリット帯板の巻取り方法
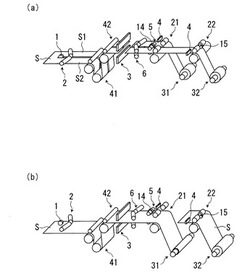
【課題】セパレータやセンタリングロールで、スリット帯板をライン中央側へ寄せることにより、エンドシヤーで板を切断する前からエッジガイドへ当接させることができるため、張力がなくなった板尾端部の通板が安定する方法を提供する。
【解決手段】デフレクタピンチロール21,22等に持たせた外側片圧下機能や内向きスキュー角機能により板S1,S2をライン中央側に寄せ、該寄せた板S1,S2のロールニップ近傍内の板エッジをエッジガイドディスク14、15に当接させる機構的蛇行防止手段を帯板スリットラインに設け、該機構的蛇行防止手段を、EPCオフとなる尾端部巻取り時に駆使して、巻きずれ及び耳傷みのない安定的通板を達成する。
(もっと読む)
熱間圧延鋼帯の巻取制御方法および巻取制御装置

【課題】費用が嵩むことなく高精度に尾端の定位置停止制御を行うことができる巻取制御方法を提供することにある。
【解決手段】ホットストリップミルのコイラーにより熱間圧延鋼帯をマンドレルで巻き取ってコイルにする際の巻き終わり時に熱間圧延鋼帯の尾端の定位置停止制御を実施するに際し、前記ホットストリップミルのクロップ形状計が出力する粗圧延鋼帯の尾端の2次元形状における幅方向中央での尾端位置とクロップカット位置とを比較して、幅方向中央での尾端位置がクロップカット位置よりも粗圧延鋼帯の先端寄りの場合に、前記ホットストリップミルのピンチロール出側の機内レーザーセンサーが検出した幅方向中央での尾端位置をその位置よりも後方に補正し、その補正後の尾端位置に基づき仕上げ圧延鋼帯の尾端の定位置停止制御を実施することを特徴とするものである。
(もっと読む)
コイルオープニング装置及びコイルの巻き戻し方法
【課題】金属帯のコイルの巻き戻しを行い、コイルの先端部をピンチロールまで案内するコイルオープニング装置及びコイルの巻き戻し方法において、オンラインでコイル先端部の矯正処理を行うことにより、生産性や作業効率を向上させる。
【解決手段】本発明に係るコイルオープニング装置10及びこれを用いたコイルの巻き戻し方法では、プレッシャーロール20を用いて、オープナ12により口出しされたコイル1の先端部1aの巻き癖を矯正する。オープナ12は、コイル1の先端部1aの口出しの後、ペイオフリール11の回転によるコイル1の送り速度に同調して、ペイオフリール11から離反する。
(もっと読む)
鋼帯の蛇行防止方法および装置
【課題】鋼帯を搬送しながら連続的に処理する鋼帯連続処理装置を備えた鋼帯連続処理ラインにおいて、複数台のペイオフリールから交互に鋼帯(コイル)を払い出す入側設備を有している場合に、ペイオフリールから尻抜けした鋼帯の尾端の蛇行を適切に防止することができる鋼帯の蛇行防止方法および装置を提供する。
【解決手段】先行鋼帯5aの尾端がペイオフリール11から払い出される前に、切断装置・溶接装置間ピンチロール16と溶接装置出側ピンチロール32とで先行鋼帯5aを挟み込み、溶接装置出側ピンチロール32の周速度Vrを先行鋼帯5aの搬送速度(ブライドルロール33の周速度)Vsより遅くするとともに、切断装置・溶接装置間ピンチロール16の周速度Vqを溶接装置出側ピンチロール32の周速度Vrより遅くするようにする(すなわち、Vs>Vr>Vq)。
(もっと読む)
熱延鋼帯の巻取り装置及び方法
【課題】熱延鋼帯、特に高強度極厚み材をコイル状に巻き取った際に発生しやすいキンク、トップマークと呼ばれる形状不良の発生を防止する技術を提供する。
【解決手段】熱延鋼帯2をマンドレル3方向に曲げるための上下一対のピンチロール9と、マンドレル3の周囲に配置された複数本のラッパーロール5と、ピンチロール9によってマンドレル3方向に曲げられた熱延鋼帯2の先端をラッパーロール5に向けて案内するスロートガイド13を備えた熱延鋼帯の巻取り装置1であって、スロートガイド13が水平方向となす角度をα、下ピンチロール9b表面とマンドレル3表面との共通接線14が水平方向となす角度をθとしたときに、0≦(α−θ)≦5°になるようにスロートガイド13が配置されると共に、スロートガイド13と共通接線14とのギャップGを熱延鋼帯2の板厚の2倍以下に調整可能に構成されていることを特徴とするものである。
(もっと読む)
鋼帯の巻きずれ防止方法
【課題】連続焼鈍ライン等の鋼帯連続処理ラインにおいて、鋼帯をテンションリールに巻き取る際に、シャーで切断後の鋼帯の巻きずれを簡便かつ的確に防止することができる鋼帯の巻きずれ防止方法を提供する。
【解決手段】ピンチロール13、23として、ロール幅中央部とロール幅端部にそれぞれ平坦部を備えた凸型ロール30Aを用い、その凸型ロール30Aのロール幅中央部の平坦部31の半径(Rc)とロール幅端部の平坦部32の半径(Re)との差(ΔR=Rc−Re)を、鋼帯1の耳伸び量hおよびハイスポット量Hの最大値を超える値とするとともに、ロール幅中央部の平坦部31の幅(ロール幅方向長さ)Lを、ピンチロール13、23を通過する最小幅の鋼帯における耳伸びの発生領域に掛からない幅とするようにしている。
(もっと読む)
熱延鋼帯巻取装置用ロール
【課題】耐久性に優れた熱延鋼帯巻取装置用ロールを提供する。
【解決手段】芯材であるロール表面に、被覆層を形成する。被覆層は、mass%で、C:0.50〜0.65%、Cr:11.5〜12.5%を、Cr/Cが19.0〜24.5を満足するように含み、さらに、Si:0.3〜1.0%、Mn:0.5〜3.0%、Ni:0.05%以下を含有し、さらにNb、Mo、V、Wのうちの2種以上を合計で4〜6%含有する組成を有する。これにより、腐食、あるいは焼付き起因の表面欠陥の発生が抑制され、また表層剥離等の発生が防止でき、安定的に長期間使用に耐えられる、耐焼付き性と耐食性とを兼備した、耐久性に優れた熱延鋼帯巻取装置用ロールとなる。
(もっと読む)
熱間圧延ラインにおけるロール制御方法
【課題】被圧延材を挟持するロールの偏芯による周期的な影響を簡単に抑制してロールの挟持状態を目標値に保持する。
【解決手段】仕上圧延機2で圧延された被圧延材3を巻取機4で巻き取る熱間圧延ライン1Aにおけるロール制御方法であって、対で設けられて被圧延材3を挟持するピンチロール42の偏芯による周期信号の発生機構として繰り返し制御器52を用い、繰り返し制御器52が発生する周期信号に同期してピンチロール42のギャップを操作することで、ピンチロール42の挟持状態として鋼板張力TPRを目標値に保持するようにした。
(もっと読む)
アイロニング装置
【課題】アイロニングロールが金属箔体に接触する位置の調節可能範囲を広げることで、コイルが大径化しても、金属箔体を安定して巻き取ることができるアイロニング装置を提供する。
【解決手段】圧延された金属箔体1を巻取ロール3に巻き取る時に、巻き取り中の金属箔体1を巻取ロール3に押し付けるアイロニング装置10。巻き取り中の金属箔体1を巻取ロール3に押し付けるアイロニングロール5と、アイロニングロール5が一端側に取り付けられた揺動体7と、揺動体7の他端部が揺動可能に取り付けられた往復動体9と、巻取ロール3に対して往復動体9を前後に移動させる駆動装置11と、金属箔体1を巻取ロール3に押し付ける力を発生する押圧装置13と、を備える。押圧装置13は、巻取ロール側に揺動体7が揺動するように揺動体7に力を作用させ、これにより、揺動体7に取り付けたアイロニングロール5を介して金属箔体1を巻取ロール3に押し付ける。
(もっと読む)
スリット帯板の蛇行防止装置
【課題】帯板のエッジを傷めず、複雑な制御システムを用いずには、スリット後の帯板を搬送ライン中央側で安定させ、しかも、切断後の尾端通板時のような非定常通板時にも安定通板ができる装置を提供。
【解決手段】ピンチロール10にて通板させるスリット帯板S1,S2の蛇行を防止するために、ピンチロール10を、スリット帯板下面を支える下ロール12と、上面に当接して外側片圧下または内向きスキュー角によりスリット帯板をライン中央側へ寄せるため板幅方向に分割された上ロール11とで構成すると共に、ピンチロール10の上流側もしくは下流側に上ピンチロール11から0mm超5000mm以下の間隔をあけて、スリット帯板のライン中央側エッジ部の端面をガイドするためのセンターガイド1と、それの両側でスリット帯板のライン中央側エッジ部を挟持して拘束する上下一対のロール16,17とを有するセンターガイド装置15を設けた。
(もっと読む)
1 - 10 / 89
[ Back to top ]