
国際特許分類[B21C9/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 引抜材料の冷却,加熱または潤滑 (115)
国際特許分類[B21C9/00]の下位に属する分類
それらのための構成の選択 (2)
国際特許分類[B21C9/00]に分類される特許
1 - 10 / 113
ブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤ
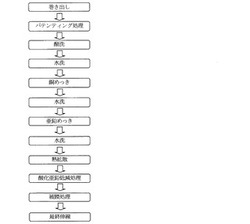
【課題】ブラスめっき鋼線材の断線を防止し、かつ、最終伸線時におけるエネルギー消費量を低減することができるブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤを提供する。
【解決手段】鋼線材にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線材に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を低減する酸化亜鉛低減工程と、得られた酸化亜鉛低減後のブラスめっき鋼線材の表面に潤滑被膜を設ける被膜処理工程と、を含む。
(もっと読む)
耐デラミネーション特性に優れた極細鋼線とその製造方法

【課題】パーライト組織を有する高炭素鋼線材を冷間伸線加工して得られた、引張強度が3000MPa以上であり、線径が50〜380μmの概円形断面を有する極細鋼線において、耐デラミネーション特性をさらに向上させる。
【解決手段】極細鋼線の表面に銅めっきまたはブラスめっきを有し、極細鋼線の横断面の鋼線と前記めっきの境界線が、基本となる鋼線横断面の慨円形形状よりも内側に突起状に入り込んだ突起部が形成されており、その突起部の深さが1.0μm以下であり、前記めっきの突起部内に存在するき裂について、その長さの最大値が0.8μm以下であるとともにき裂の進展方向と鋼線横断面の半径方向とのなす角が35°以上であるようにする。
(もっと読む)
金属管の引抜装置及び引抜方法
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜装置を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する引抜装置において、プラグ11の表面への潤滑油Lの供給を停止した時から、金属製素管2をダイス10とプラグ11との間の引き抜き位置にセットして引抜可能になるまでの経過時間を計測し、この計測された経過時間が予め設定された許容時間を超える場合には金属製素管2の引き抜きを行わないように制御する一方、前記計測された経過時間が予め設定された許容時間内である場合には引き抜きを開始するように制御する制御手段31を備えることを特徴とする。
(もっと読む)
金属管の引抜方法及び引抜装置
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】本発明は、内面成形用のプラグの表面に温度TA(℃)の潤滑油を塗布する工程と、前記潤滑油が塗布された前記プラグ11を金属製素管2内に挿通配置する工程と、前記金属製素管2の外面に温度TB(℃)の潤滑油Lを塗布しながら該金属製素管2を外面成形用のダイス10と前記プラグ11との間に通して引抜加工を行う工程とを包含し、前記プラグの表面に塗布する潤滑油として、前記金属製素管の外面に塗布する潤滑油Lと同一の潤滑油を用いるものとし、前記温度TAと前記温度TBとの間に、TA<TBの関係式が成立することを特徴とする。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5には、素管20が挿通される挿通孔5bが設けられている。更に、スクレーパ5は挿通孔5bを中心に周方向に複数個のエレメント5fに分割されている。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5は、ダイス2の上流側における潤滑油掻き取り位置に常設されており、更に、ダイス2の上流側の端面2aあるいはダイス2を保持したダイスホルダ3の上流側の端面3aに取外し可能に固定されている。
(もっと読む)
潤滑剤及びそれを用いた冷間塑性加工方法
【課題】優れた潤滑性、防錆性及び焼き付き防止性を発揮することができる潤滑剤及びそれを用いた冷間塑性加工方法を提供する。
【解決手段】四級アンモニウムカチオンと、一般式(2):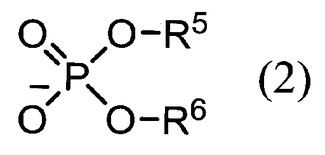
で表されるアルキルリン酸エステルアニオンとからなる塩を含有することを特徴とする潤滑剤。さらに、この塩を有機溶剤に溶解すると共に、非イオン界面活性剤を用いて水に乳化分散せしめて、優れた乳化安定性を発揮させる。
(もっと読む)
湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤ
【課題】従来の潤滑剤と比べて金属線材の伸線性に優れ、かつ、金属線材の延性の低下を抑制することができる湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤを提供する。
【解決手段】水に、水溶性または水に分散可能なアミンと、有機酸と、界面活性剤と、極圧添加剤と、金属と、が添加されてなる湿式伸線用潤滑剤において、1金属原子当たり最大1の有機酸残基RCOO−を有し、リンが無機リン酸基中に含まれ、かつ、下記式(1)
[MnAm(RCOO)x]y(HlPO4)z (1)
(ここで、Mは金属原子、Aはアミン、Rは炭素数8〜24の炭化水素基を表し、1≦n≦2、1≦m≦4、1≦x≦2、1≦y≦3、1≦z≦3および0≦l≦2)を満足する金属錯体化合物を含有する。
(もっと読む)
金属管の引抜方法及び引抜装置
【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域における単位時間当たりの付着量(g/秒)を「X」とし、前記素管2の内面における下半分の領域における単位時間当たりの付着量(g/秒)を「Y」としたとき、X>Y>0の関係式が成立するように潤滑油を付着させる。
(もっと読む)
金属管の引抜方法及び引抜装置
【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする。
(もっと読む)
1 - 10 / 113
[ Back to top ]