
国際特許分類[B21D1/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板または金属板から作られた特定物品の矯正,形状の回復または局部ひずみの除去 (236)
国際特許分類[B21D1/00]の下位に属する分類
ローラによるもの (24)
圧延と結合された引張り矯正 (108)
局部ひずみの除去 (70)
車体部分または車体の矯正 (11)
フレーム構造の矯正 (2)
国際特許分類[B21D1/00]に分類される特許
1 - 10 / 21
歪み取り装置
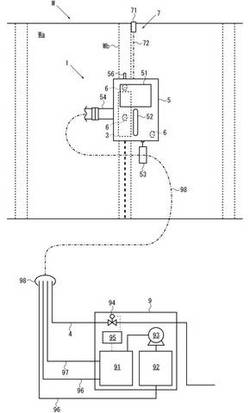
【課題】縦壁面の歪み取り作業の効率を向上することができるとともに作業員の負担を低減することができる歪み取り装置を提供する。
【解決手段】熱源を生成する加熱コイル2aと加熱コイル2aに配置される磁性体2bとを有する加熱部2と、加熱コイル2aに高周波磁束を発生させるトランス部3と、加熱対象部に冷却流体を放出する冷却ライン4と、加熱部2、トランス部3及び冷却ライン4を支持する筐体5と、を備え、加熱対象部は縦壁面Wを有し、筐体5に配置され縦壁面Wに吸着可能かつ転動可能な複数の車輪6と、筐体5を縦壁面Wに沿って吊下げ可能な係止手段7と、筐体5を縦壁面Wに沿って移動させる駆動手段8と、を有する。
(もっと読む)
板金修復治具

【課題】板金の修復対象部位の加熱と冷却をスムーズに行い、修復精度を高くすることができるとともに、作業者の作業負担を軽減することが可能な板金修復治具を提供する。
【解決手段】板金修復治具1は、板金の修復対象位置を、加熱及び冷却して板金を平滑化する治具である。板金修復治具1は、導電性材料により形成される円筒状のローラ2と、ローラ2を円筒回転軸で回動可能に支持するローラ支持軸3と、ローラ支持軸3を支持する支持体4と、支持体4の一端に設けられ、ローラ2と電気的に接続された電極5と、ローラ2の接触面に対して、冷却空気を放出するための通路となる冷却通路6と、を備える。
(もっと読む)
板金修復治具
【課題】板金の修復対象部位の加熱と冷却をスムーズに行い、修復精度を高くすることができるとともに、作業者の作業負担を軽減することが可能な板金修復治具を提供する。
【解決手段】板金修復治具1は、板金の修復対象位置を、加熱及び冷却して板金を平滑化する治具である。板金修復治具1は、導電性材料により形成される円筒状のローラ2と、ローラ2を円筒回転軸で回動可能に支持するローラ支持軸3と、ローラ支持軸3を支持する支持体4と、支持体4の一端に設けられ、ローラ2と電気的に接続された電極5と、ローラ2の接触面に対して、冷却空気を放出するための通路となる冷却通路6と、を備える。
(もっと読む)
板材の折曲げ加工方法及び残留応力増減装置
【課題】ワークの切断縁における残留応力を増減して、反りの少ない折曲げ加工を行う方法を提供する。
【解決手段】切断手段によって切断した切断縁を対向する両側に備えた板状のワークを、前記両切断縁の間において曲げ加工を行う板材の折曲げ加工方法であって、前記ワークの切断時に生じた前記両切断縁の残留応力を増減した後に前記ワークの折曲げを行う板材の折曲げ加工方法であり、前記ワークの前記両切断縁の残留応力によりワークの曲げ稜線に発生する曲げモーメントMrsを演算すると共に、ワークの折曲げにより前記曲げ稜線に発生する曲げモーメントMzを演算し、ワークの折曲げ加工中に発生する曲げモーメントMを、(Mrs−Mz)により演算し、この曲げモーメントMにより長手方向の反り曲率ρzを演算し、この反り曲率ρzと目標値の反り曲率ρz0との差を許容範囲内にすべく、前記残留応力を増減する板材の折曲げ加工方法である。
(もっと読む)
接合方法
【課題】摩擦攪拌接合後に金属要素同士の接合部分を平らにすること。
【解決手段】金属要素1,1同士の突合部J1における金属要素1,1の表面側から突合部J1に沿った方向としての縦方向に摩擦攪拌接合を行う第一の本接合工程と、当該第一の本接合工程の後に、前記第一の本接合工程における摩擦攪拌で表面側に発生したバリを除去するとともに第一の本接合工程における摩擦攪拌接合により形成された金属要素1,1の裏面側に凸の反りを矯正する歪矯正工程とを含むことを特徴とする。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
プレス成形方法、プレス成形装置、プレス成形品の製造方法、およびプレス成形品
【課題】成形品質の向上を図るとともに、生産性の向上を図り得るプレス成形技術を提供する。
【解決手段】プレス成形装置10は、板材210の表裏両面側に向かい合わせて配置される相対的に接近離反移動可能な一対の薄肉用プレス型15と、一対の薄肉用プレス型に設けられ板材を板厚方向に対して拘束自在な第1の拘束手段40および第2の拘束手段50と、一対の薄肉用プレス型の接近移動を第1の拘束手段と第2の拘束手段の相対的な離反移動に変換する変換手段70と、を有しており、第1の拘束手段と第2の拘束手段を相対的に離反移動させて板材を引っ張ることによって、第1の拘束手段および第2の拘束手段がそれぞれ拘束する部位よりも板厚が減少した薄肉部を成形する。
(もっと読む)
金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法
【課題】板厚等の操業条件の変更が生じた場合にも最適の金属帯の制振及び位置矯正を行うことのできる金属帯の制振及び位置矯正装置、および該装置を用いた溶融めっき金属帯製造方法を提供する。
【解決手段】金属帯3の片側又は両側に配置された電磁石5と、電磁石5の近傍に設置されて金属帯3の位置を非接触で検出する非接触位置センサ7と、非接触位置センサ7の情報に基づいて電磁石5の磁力を制御してオンライン走行中の前記金属帯の制振及び位置矯正を行なう制御装置9を備えた金属帯の制振及び位置矯正装置であって、電磁石5は3個以上のコイルからなるコイル群1a〜1gを備えてなり、制御装置9は、コイル群1a〜1gからコイルを選択して組み合わせることによって所定の巻数の振動制御用コイルと、振動制御用コイルよりも巻数が多い位置矯正用コイルの2系統のコイルを形成するコイル形成装置19を備えてなる。
(もっと読む)
板金絞り方法
【課題】高張力鋼板等の熱に弱い板金の補修の際に、延びた板金を絞る方法を提供する。
【解決手段】板金絞り方法は、外板1の延びた部分に、TIG溶接により溶接ワイヤから溶解した溶滴2を溶着し、溶滴近傍の外板1を加熱する加熱工程と、溶滴2および溶滴2近傍の外板1を冷却する冷却工程とを有する。これによれば、外板1は、自身の熱収縮に加えて、溶滴2の熱収縮の収縮力により引っ張られることで、面方向に絞られ、延びた外板1は張りのある状態に戻る。この方法では、外板1に与える熱の影響を溶滴2の近傍という最小限にとどめることができる。このため、薄い高張力鋼板を用いた外板1に対しても、熱による著しい強度低下を招くことがなく、絞り効果を発揮することができる。
(もっと読む)
合金物品における平坦度の誤差を低減させるプロセス
合金物品における平坦度の誤差を低下させるためのプロセスが開示される。合金物品は、少なくとも合金のマルテンサイト変態開始温度程度である第1の温度に加熱されてもよい。第1の温度で、機械力が合金物品に加えられてもよい。機械力は、合金物品の表面における平坦度の誤差を抑制する傾向がある場合がある。合金物品は合金のマルテンサイト変態終了温度以下である第2の温度まで冷却されてもよい。機械力は、第1の温度から第2の温度まで冷の合金物品の冷却の少なくとも一部の間、合金物品に維持されていてもよい。  (もっと読む)
(もっと読む)
1 - 10 / 21
[ Back to top ]