
国際特許分類[B21D17/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,管状体,または中空体における単純な溝の形成 (62)
国際特許分類[B21D17/00]の下位に属する分類
国際特許分類[B21D17/00]に分類される特許
1 - 9 / 9
処理を行うための装置で使用する表面改善壁部を形成する方法、表面改善壁部、及び、表面改善壁部を組み入れた装置
処理を行うための表面改善壁部を形成する方法が開示されている。この方法は、両側に初期表面を有する1本の材料を用意するステップであって、前記材料が、その表面の間の実質的に中ほどに位置する長手方向中心線を有し、前記初期表面の各々が初期面密度を有する、ステップと、面密度を有する2次模様を前記初期表面の各々に型押しして、前記材料をゆがめるステップと、面密度を有する1次模様をこのようなゆがめられた表面の各々に型押しして、前記材料をさらにゆがめ、且つ、各々の前記表面の面密度をさらに増大させるステップとを広く含む。 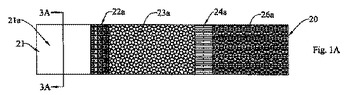 (もっと読む)
(もっと読む)
内面溝付管の製造装置およびその製造方法

【課題】高精度な内面溝付管の生産性を向上することのできる内面溝付管の製造装置とその製造方法を提供する。
【解決手段】内面溝付管製造装置1は、素管101を縮径する縮径装置20と、縮径された縮径管102の内面に溝加工を施す溝加工装置40と、溝加工された内面溝付管104を引き抜く巻取りドラム60とを上流側からこの順に備えている。前記縮径装置20と前記溝加工装置40の間には、前記縮径管102を前記溝加工装置40へ向けて送り補助する補助送り装置30が設けられている。また、前記縮径装置20と前記補助送り装置30とが固定されて前記巻取りドラム60の引抜方向と平行に前記溝加工装置40に対して相対移動可能な上流可動台82が設けられ、この上流可動台82が前記溝加工装置40に対して前記相対移動する際に前記上流可動台82にかかる前記相対移動方向の荷重を検出する上流荷重検出器92が設けられている。
(もっと読む)
パイプ材の溝部成形方法

【課題】内壁上端のR形状が小さくなるように溝部を成形でき、実質的な溝部の深さを深くできるパイプ材の溝部成形方法を提供する。
【解決手段】ヘッドレストステイ用パイプ材60の外周面に溝部61,62を形成する成形方法であって、第一押込刃をその左右側面52a,52bが軸方向に垂直で左右の幅を凹部72の左右内壁72a,72b間の幅よりも幅広な矩形刃52とするとともに、第二押込刃をその右側面51が軸方向に垂直な傾斜刃51とし、さらに凹部72及び幅広凹部71の深さを、潰し込まれたヘッドレストステイ用パイプ材60の内周面が凹部72及び幅広凹部71の底面72c,71cに接触しないようにし、矩形刃52の左右側面52a,52bをそれぞれ凹部72の左右内壁72a,72bの左右外方に位置させ、傾斜刃51の右側面51bを幅広凹部71の右内壁71bの右外方に位置させた後、プレスする。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】引張り荷重の低減と安定を図ることで、長い管でも破断せずに管全長に亘って内面形状が安定した加工を行うことができる内面溝付管の製造装置及び製造方法の提供。
【解決手段】素管11aの引抜き方向Xに沿って、縮径加工部13、中間引抜き部、溝加工部を備え、前記縮径加工部13を、縮径ダイス22と、該縮径ダイス22とともに素管11aを縮径するフローティングプラグ23とで構成し、前記素管11aの外径Do(mm)、前記縮径ダイス22の径D2(mm)により、RD={(Do−D2)/Do}×100(%)であらわされる素管11aの縮径率RD(%)を、前記縮径加工部13においてRD≦30に設定し、前記フローティングプラグ23の外径D1(mm)、前記縮径ダイス22の径D2(mm)を、D1−D2≧0.1となるよう設定した。
(もっと読む)
金属管内周面溝形成方法および金属管
【課題】金属管、特に内径の小さい金属管や外形が曲がっている金属管の内周面に容易に溝を形成する方法、内周面に溝が形成されるとともに内径が小さい金属管および内周面に溝が形成されるとともに外形が曲がっている金属管を提供する。
【解決手段】高硬度部形成工程S1100において原料金属管10に周囲よりも高い硬度を有する高硬度部13を形成し、厚肉化加工工程S1200において原料金属管10に厚肉化加工を施すことにより、内周面22に溝24が形成された金属管20を得る。
(もっと読む)
窪み付き鋼管杭及びその鋼管杭を使用した複合鋼管杭
【課題】地盤あるいはコンクリート、セメント、あるいはソイルセメントに埋設された鋼管杭がその周面と地盤あるいはコンクリート等との摩擦力を増大させ、大きな支持力を発揮させることができる窪み付き鋼管杭とこの鋼管杭を使用した複合鋼管杭を提供すること。
【解決手段】鋼管の周方向に凹部を有する窪み付き鋼管杭であって、鋼管肉厚2mm以上、鋼管外径(D)50mm以上、凹部の深さが0.005D〜0.2D、凹部の幅が0.015D〜2Dで、凹部の幅を(B)、凹部の深さを(H)としたときに
(1)凹断面形状が三角形状の時、B/H=3〜20
(2)凹断面形状が四角形状の時、B/H=4〜20
(3)凹断面形状が半円状、台形状の時、B/H=3〜20
である窪み付き鋼管杭。
(もっと読む)
内面溝付管の製造方法,製造装置及び内面溝付管
【課題】高さが高くかつリード角の大きい内面フィンを有する内面溝付管を、より生産性よく製造することができる製造方法及び製造装置を提供すること。
【解決手段】素管に対して一定方向へ引抜き力を連続的に付与し、縮経ダイスと前記素管内に挿入されたフローティングプラグとにより前記素管を縮経する縮経工程と、前記フローティングプラグへ回転自在に連結され外周面に螺旋状の平行な多数の溝.を有する溝付プラグと、当該溝付プラグ側へ押圧された状態で前記素管の外周を遊転しつつ遊星回転する複数のボール又はロールからなる転造工具とにより、前記素管内へ前記溝付プラグの溝に沿った多数のフィンを転写する転造工程とを含み、前記引抜き力を検出しながら、その検出値に基づいて前記素管に対する引抜き力を目標範囲内に収まるように制御することを最も主用な特徴としている。
(もっと読む)
内面溝付き管及びその製造方法並びに溝付きプラグ
【課題】製造時において、溝やフィンの割れ等を防止すること。
【解決手段】溝(2)の底部角部(2b)の円弧半径Rmmと、溝(2)の底部幅δmmとの比(R/δ)が0.10以上0.25以下で、フィン(3)の先端の円弧半径rmmと、溝(2)の底部幅δmmとの比(r/δ)が0.14以上0.20以下である。これにより、転造加工時において、管材料(銅材料)が溝付きプラグの溝に流れ込みやすくなる。
(もっと読む)
凹溝形成方法
【課題】加工制御を容易に行うことができるうえ、溝幅並びに溝長さに対する汎用性を向上させることができ、しかも加工工程の短縮化を実現することができる凹溝形成方法を提供する。
【解決手段】金属製円筒体の内壁面に所定長さの凹溝21aを同一周面上に複数形成するに際し、前記金属製円筒体の外壁面のうち少なくとも凹溝形成位置に対応した部位を含む所定範囲面を外径コレットで当接支持し、前記凹溝と複数組で対応し且つ前記金属製円筒体の半径方向に沿って変位可能なパンチ部を有する分割シリンダ状の内径コレット23を芯金24で押し広げることによって前記凹溝21aを形成する。
(もっと読む)
1 - 9 / 9
[ Back to top ]