
国際特許分類[B21D19/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | フランジ加工または他の縁処理,例.管のもの (332) | 縁にそって動く連続作動工具によるもの (60) | ローラのように成形されたものによるもの (60)
国際特許分類[B21D19/04]の下位に属する分類
内側へ加工するもの
国際特許分類[B21D19/04]に分類される特許
1 - 10 / 60
車両用パネルのローラーヘミングシステム
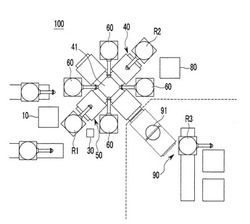
【課題】
車両用パネルのローラーヘミングシステムを開示する。
【解決手段】
アウターパネル及びインナーパネルをセッティングしたパーツをローディングするメリッジジグ、第1ハンドリングロボットのアーム先端に着脱可能に設置され、前記メリッジジグにローディングされたパーツを複数のクランピング手段で規制する規制パッド、互いに中心で交差する複数の運搬レール、車種別に仕様が異なるパーツに対応して前記複数の運搬レールのうちの設定された運搬レールに配置され、前記運搬レール上で前記中心と初期位置との間で往復移動可能に装着されて、前記規制パッドに規制されたパーツが定着する複数のヘミングダイ、及び前記各々のヘミングダイに対応して配置され、前記パーツの周縁をヘミング加工するヘミングローラーユニットが装着される複数のヘミングロボット、を含む。
(もっと読む)
マッシャーロール

【課題】金属帯の連続処理ラインにおいて、金属帯のトリミング加工により当該金属帯に発生するかえりを矯正するためのマッシャーロールとして、靭性とロール表面の鏡面度を保持するとともに、耐摩耗性と耐焼付き性に優れたマッシャーロールを提供する。
【解決手段】金属帯の連続処理ラインにおいて、金属帯のトリミング加工により当該金属帯に発生するかえりを矯正するためのマッシャーロールであって、ロール本体である金属母材の表面にTi(C,N)、TiC、TiN、(Ti,Al)N、CrN、DLCの1種又は2種以上からなるコーティングを有するマッシャーロール(コーティングマッシャーロール)である。
(もっと読む)
ヘミング加工装置
【課題】作業スペースや測定ゲージ等の設備を設けることなく、ヘミング部の厚さや外形寸法の測定を行なうことができ、ひいては作業工数及び製造コストを低減できるヘミング加工装置を提供する。
【解決手段】金型12には、ヘミング加工面12bに対応する測定基準面12fが設けられ、ヘムツール13は、ヘム部1aとのヘム部距離h1,h2及び測定基準面12fとの基準距離h1′,h2′を検出する距離検出手段27aと、検出された前記ヘム部距離h1,h2と基準距離h1′,h2′との差からヘム部の厚さを算出するヘム部厚算出手段27bとを備えている。
(もっと読む)
管材のつば部成形加工機
【課題】つば出し加工時の挫屈変形を抑え、構造が簡単で安価な、管材のつば部成形加工機の提供を目的とする。
【解決手段】管材の端部を外側に折り曲げてつば部を成形する加工機であって、管材の端部に押圧しながら摺接する自転及び公転する略円錐形状のローラーと、前記ローラーを自転自在に支持するローラー支持部と、前記ローラー支持部をつば部の曲げ角度に合せて外側方向に回動しながら傾斜する回動傾斜制御手段と、前記ローラーが公転するようにローラー支持部を回転支持する回転ブラケットとを有し、前記回転ブラケットは前後方向に移動制御され、ローラ支持部の前記回動中心をつば部の曲げ起点よりも外側で且つ前方に位置させたことを特徴とする。
(もっと読む)
ローラヘミング加工装置
【課題】加工対象となるパネルに汚れ、キズが発生することを抑制可能なローラヘミング加工装置を提供する。
【解決手段】ローラ11と、ヘッド12と、制御装置と、を備え、前記制御装置の制御により、ローラ11の加工面11aをアウタパネル1の周縁部1aに押し付けた状態で、ヘッド12をアウタパネル1の周縁部1aに沿って移動することで、ローラ11をアウタパネル1の周縁部1a上を転動させ、これによりアウタパネル1の周縁部1aをインナパネル2側へ折り曲げ、アウタパネル1とインナパネル2とを一体化するローラヘミング加工装置100であって、不純物除去機構13を備え、不純物除去機構13における加工面11aに当接する部分が、加工面11aに対し、ローラ11の回転軸方向の一側端部から他側端部にわたって存在し、ローラ11の転動時に加工面11aに対して相対的に摺動して、ローラ11の加工面に付着した不純物を除去する。
(もっと読む)
ダクトの製造方法,ロール成形機
【課題】ピッツバーグはぜの接合工程における折り返し部の折り曲げ工程を容易に行うことのできるダクトの製造方法及びその際に用いられるダクト用のロール成形機を提供すること。
【解決手段】L字状の接合部12が形成された板材10とU字状の嵌合部22及び折り返し部23が形成された板材20とをピッツバーグはぜで接合するダクトの製造方法において,少なくとも折り返し部23が折り曲げられる前に,板材20の折り返し部23の折り曲げ位置に該板材20の厚みが局所的に薄くなる凹部24を形成する。これにより,板材20の折り返し部23を凹部24の位置で容易に折り曲げることができる。
(もっと読む)
加工装置
【課題】簡易な構成で加工ツールの姿勢にかかわりなく、フローティング作用を効率的に発揮することができる加工装置を提供する。
【解決手段】加工装置10は、ワークW1に接触するヘミングローラ62を有するヘミングユニット38と、ヘミングローラ62の回転軸AXと直交する方向にスライド可能な状態でヘミングユニット38を支持するロボットヘッド36と、ロボットヘッド36を移動するロボットアーム34と、ロボットヘッド36に設けられた第1シリンダ90の流体圧の作用下にヘミングユニット38をそのスライド方向に付勢可能な第1シリンダ機構86と、ロボットヘッド36に設けられた第2シリンダ100の流体圧の作用下に第1シリンダ機構86の付勢方向とは反対方向の付勢力をヘミングユニット38に付勢可能な第2シリンダ機構88と、第1及び第2シリンダ90、100の流体圧を制御するコントローラ42とを備える。
(もっと読む)
パイプ加工方法及びパイプ加工装置
【課題】パイプの端部の強度を確保することができると共に、パイプの軽量化を図ることができるパイプ加工方法及びパイプ加工装置を提供する。
【解決手段】パイプ加工方法においては、パイプ加工装置12に設けられたローラ29の回転によって、固定治具11に固定されたパイプ1の端部分1aをパイプ1の径方向内側に向けて曲げた後、ローラ31によってその端部分1aがパイプ1の内面3aに密着するまで折り曲げる。これにより、パイプ1の壁部3と端部分1aとが重なり一体化されるので、パイプ1の端部2において例えば溶接に耐え得る所定の肉厚を確保することができる。その一方で、端部2以外の壁部3は相対的に肉厚が薄くなるので、パイプ1の軽量化を図ることができる。このように、パイプ1の端部2の強度を確保することができると共に、パイプ1の軽量化を図ることができる。
(もっと読む)
ヘミング加工方法及びその装置
【課題】ワーク表面のデフォームの発生を簡易且つ確実に抑えることができるヘミング加工方法及びその装置を提供する。
【解決手段】ホイールアーチ部16のフランジ18に対して行うヘミング加工において、ヘミング加工装置10は、ヘミング加工中に、ローラ間距離演算部76にて演算されるローラ間距離Lが記憶部74に記憶されている閾値Laよりも大きいか否かを判定部78にて判定し、前記ローラ間距離Lが前記閾値Laよりも大きい場合に、モータ制御部80が制御データ作成部79にて作成された異常停止制御データに基づいてモータを制御することで、ヘミングローラ52をガイドローラ50から遠ざける。
(もっと読む)
力センサを搭載したロボットマニピュレータを用いたロールヘム加工装置
【課題】ロボットマニピュレータとワークとの間の位置誤差を補正し、適切な押し付け力にて良好なプリヘム加工又はヘム加工を行えるロールヘム加工装置を提供する。
【解決手段】ロールヘム加工装置は、ロボットマニピュレータ10の先端部に取り付けられたローラ12又は34の現在の位置を検出する位置検出手段と、ロボットマニピュレータの手首部14と該ローラとの間に設けられた力センサ16と、位置検出手段の出力及び該力センサの出力を用いて、該ローラを型18へ押し付ける力が所定の値になるように該ローラの位置を制御する制御装置26とを備える。
(もっと読む)
1 - 10 / 60
[ Back to top ]