
国際特許分類[B21D22/14]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | へら絞り (171)
国際特許分類[B21D22/14]の下位に属する分類
マンドレルまたは成形型上で成形するもの (88)
所望の外形を作るようガイドされる工具を使用するもの (18)
国際特許分類[B21D22/14]に分類される特許
1 - 10 / 65
ポンプ及びその製造方法
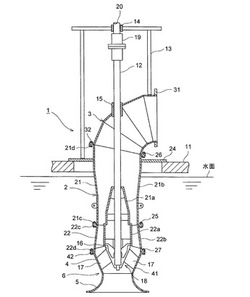
【課題】肉厚が薄く、且つ滑らかな断面形状を有する吸込みベルを備えたポンプ及びその製造方法を提供する。
【解決手段】円筒状ケーシング部2の先端に吸込み部6が連結され、羽根車18が固定された主軸12が回転自在にケーシング部2に取り付けられたポンプ1であって、吸込み部は、ケーシング部2に一端側が連結された吸込みライナ4と、吸込みライナ4の他端側に連結され、筒状に形成した金属板材をスピニングプレス加工によって断面湾曲形状に形成してなる吸込みベル5とから構成される。
(もっと読む)
予備フラップ形成加工を伴う金属包装容器用の加工装置

【課題】簡素で、効率的で、経済的なプロセスを可能とする、予備フラップ形成加工を伴う金属包装容器用の加工装置を提供する。
【解決手段】パイプ1が、コンベヤロール駆動型のコンベヤ2によって、ウォームコンベアシステム4がある装置入力点3にまで垂直に搬送される。前記ウォームコンベアシステム4は、垂直配置の回転軸周りで回転する入力スター6とともにギヤによって、水平配置の自身の回転軸周りで同期して回転する。垂直配置のパイプ1は、入力スター6によって予備フラップ形成加工のステーション7へ移送される。このステーション7では、パイプの予備拡張1A、1Bがなされ、予備フラップおよび缶本体のロックがなされる。
(もっと読む)
成形方法および成形装置
【課題】耐力が大きく、かつ、延性に乏しいチタン合金材を、しごき加工ではなく、絞り加工によって、格別な熟練技術が無くても、成形できる技術を提供することである。
【解決手段】工具を用いた絞りスピニング成形によってチタン合金材が成形される絞りスピニング成形加工方法であって、高周波誘導加熱によって、前記工具による前記チタン合金材に対する作用点が、局所的に、加熱される加熱工程と、前記チタン合金材の外周側から内周側に向けての前記工具の移動により該チタン合金材の絞り変形が行われる変形工程とを具備する。
(もっと読む)
有底円筒状部材、有底薄肉延伸円筒状部材、底部円板状有底円筒状部材及び底部円板状有底薄肉延伸円筒状部材の製造方法、並びに、有底円筒状部材有底薄肉円筒状部材、底部円板状有底延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材
【課題】過大な加圧力を必要とすることなく容易に形状形成でき、金型寿命の向上を図ることができる有底円筒状部材、底部円板状有底延伸円筒状部材、有底薄肉延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材の製造方法並びに有底円筒状部材、底部円板状有底延伸円筒状部材、有底薄肉延伸円筒状部材及び底部円板状有底薄肉延伸円筒状部材を提供する。
【解決手段】本製造方法は、中実円柱状の素材1を鍛造加工することにより該素材の一端側の端部に向かって杯状に拡径された杯状拡径部2bを形成し、該杯状拡径部及び該杯状拡径部の小径側に一体に形成されている円柱状部2aを備える中間部材2を得る工程と、中間部材の杯状拡径部をしごき加工することにより杯状拡径部が円筒状に加工された円筒状部3bを形成し、該円筒状部及び該円筒状部の一端側に一体に形成されている円柱状部3aを備える有底円筒状部材を得る工程と、を含むことを特徴とする。
(もっと読む)
鏡板の成形方法
【課題】鏡板の膨出部をその底部からの位置精度を高精度に成形することができる成形方法を提供する。
【解決手段】鏡板Kを、開口部の内径が基部よりも大径に形成された型内に挿入して保持せしめた後、型と鏡板とを一体的に回転させた状態で、第1押圧ローラの外周面を鏡板の開口端部内周面に押し当てて、鏡板Kの開口端部を型の内周面に押し付け、この開口端部を外広がりのテーパ状に拡径させる第1工程と、鏡板Kの外底面Kaを基準面27に押し当てた状態で鏡板Kを回転させるとともに、突条部36a及び縮径部36bを有する型ローラ36を鏡板Kの拡径部内周面に当接させ、ついで、第2押圧ローラの外周面を鏡板Kの拡径部外周面に押し当てて、この鏡板Kの拡径部を型ローラ36の外周面に押し付け、当該拡径部を型ローラ36の縮径部36bに沿わせてテーパ状に縮径させる第2工程とを順次実施する。
(もっと読む)
スピニング加工装置
【課題】 成形ローラの半径方向の位置に依存して変化する遠心力の影響を打ち消して成形力が大きく変動することがないようにしたスピニング加工装置を提供する。
【解決手段】 ワークWを固定するクランプ機構13と、ワークの軸線Jに沿った回転軸24を中心に回転する回転ドラム25と、回転対称となる位置関係で対をなすように配置される複数の成形ローラ11と、回転ドラムに固定され、成形ローラ11を回転ドラム25の半径方向に移動可能に支持する成形ローラスライド機構とからなり、回転ドラム25に支持され、旋回半径の変化に応じて増減する成形ローラ11の遠心力に対し、遠心力の増減分も含めて打ち消すように変化する付勢力を、成形ローラ11よりも外周側から成形ローラ11に付勢する付勢機構40を備えた構造にする。
(もっと読む)
自動車用浄化器具の製造方法
【課題】略楕円柱形若しくは略多角柱形の浄化体を保持材を介して筒体内で保持する自動車用浄化器具をスピニング加工で製造することができる自動車用浄化器具の製造方法を提供する。
【解決手段】略楕円柱形若しくは略多角柱形の浄化体12及び浄化体に周設された保持材13を略楕円筒形若しくは略多角筒形の筒体11内に収容すると共に、筒体11の一方の端部をクランプ21で固定する第1工程と、筒体11の少なくとも保持材13を含む領域における筒体11の外周にローラ22を押し当て、ローラ22を筒体11の外周回りを浄化体12の形状に略対応する軌道で相対的に公転すると共に、筒体11の中心方向に漸次移動してスピニング加工を行うことにおり、筒体11と保持材13を縮径して浄化体12を保持する第2工程とを備える自動車用浄化器具の製造方法。
(もっと読む)
スピニング加工方法及び装置
【課題】
薄板を含む均一な板厚の素板から、加工ローラを1パスで動かすスピニング加工によって、比較的加工力の小さな加工装置を用いても、製品の軸方向に沿う側面の一部について、肉厚にするなど、不均一な肉厚分布の製品を成形可能なスピニング加工方法を実現する。
【解決手段】
回転する板状の金属製ワークに、加工ローラを押し付けて成形加工を行うスピニング加工を行う際いて、ワークを回転角センサ付モータによって駆動される主軸に取り付けて回転させ、ワークの回転角度に同期して、ワークと加工ローラの接触点が、主軸の中心線に対して所定の傾斜角度で交わる平面内において閉軌道を描くように、加工ローラを主軸方向及び半径方向に前進または後退させることによって、主軸を中心軸としつつ、周方向に不均一な肉厚分布の製品の成形を可能にする。
(もっと読む)
高強度フロントフォークアウターチューブ用管材の製造方法および該製造方法により得られる管材
【課題】スピニング加工性と強度特性に優れたAl−Mg−Si系合金押出管材からなるフロントフォークアウターチューブ用管材の製造方法を提供する。
【解決手段】Mg:0.8〜1.2%、Si:0.4〜0.8%、Cu:0.15〜0.40%を含有し、さらにCr:0.35%以下、Mn:0.15%以下、Zr:0.15%以下のうちの1種以上を含有し、不純物としてのFeを0.70%以下に制限し、残部Alおよび不可避的不純物からなるアルミニウム合金の押出材を500〜550℃で溶体化処理および焼き入れ処理し、焼き入れ処理後、60分以内に40℃以上100℃以下で5〜100分の予備時効処理を行い、さらに120〜200℃で120〜360分の亜時効処理を行った後、断面減少率20〜70%のスピニング加工を行い、140〜200℃で120〜600分の人工時効処理を行う。
(もっと読む)
金属薄板被覆方法
【課題】金属製の基材の表面に、金属薄板を空気溜りを生じさせることなく密着させることができ、かつ、少量多品種生産にも好適な、金属薄板被覆方法を提供する。
【解決手段】基材1の表面3に、この表面2に開口し、かつ端部が基材1の表面と交差する面4に開口する溝5を形成し、この溝5が形成された前記基材1の表面2に、金属薄板6を押圧ローラ10で押し付けることによって被覆する。金属薄板6と基材1の表面2との間から抜けきれなかった空気は溝5を通って外部に逃げるので、金属薄板6と基材1の表面2との間に空気溜りが生じることなく、金属薄板6を基材1の表面2に密着させることができる。また、押圧ローラ10によって、基材1の表面2に金属薄板6を押し付けて密着させるので、特別な金型等が必要なく、よって、少量多品種生産にも好適である。
(もっと読む)
1 - 10 / 65
[ Back to top ]