
国際特許分類[B21D22/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | 深しぼり (1,015)
国際特許分類[B21D22/20]の下位に属する分類
ブランクの縁を固定しないもの (6)
ブランクの縁を保持する装置をもつもの (38)
ブランクに関して向いあった方向に効果をもつ二つのしぼり操作を有するもの (14)
特殊な,例.不規則な,形をした物品の製造のためのもの (251)
連続するダイスを用いる円筒状の物品のもの (96)
深しぼりにより成形された製品を仕上げるためのもの (58)
国際特許分類[B21D22/20]に分類される特許
1 - 10 / 552
非矩形素材のホットプレス方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
アルミニウム板材の温間プレス絞り成形方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ホットスタンピング成型用金型
【課題】
ホットスタンピング成型用金型を提供する。
【解決手段】
前記ホットスタンピング成型用金型は、冷却水の供給を受けて排出することができるように構成されたベースプレート、前記ベースプレートの一面に製品の形状に応じて装着されて、その内部に装着空間が形成される少なくと一つ以上の外形ブロック、及び前記装着空間に挿入され、前記外形ブロックに固定されて、前記ベースプレートの一面に装着されるインサートブロック、を含み、前記インサートブロックは、前記外形ブロックに近接した外周面に前記冷却水を循環させるための複数の通路が形成された状態で、前記外形ブロックに固定され、前記複数の通路は、流体が流動するように前記ベースプレートと連結されることを特徴とする。
(もっと読む)
プレス絞り加工方法

【課題】
顕著な表面円滑性を具えた製品加工の実行と、加工油の塗布上の要熟練性の排除が可能化されるようにした新規のプレス絞り加工方法の提供を図る。
【解決手段】
雄型およびシワ押さえ上にセットする加工対象材料として、ビニール保護シールを剥離可能に貼設したもの等を用いる。 そして、当該保護シール表面には加工油を塗布すると共にその塗布表面全体にビニールフィルムを重合させて覆っておく。 このような前処理を行った後にプレス絞り成形を行う。
(もっと読む)
ホットプレス成形方法、及びホットプレス成形による成形品、並びに、ホットプレス用金型
【課題】ホットプレス成形の冷却時における、材料の熱収縮を抑制し、それに伴う不良を回避する。
【解決手段】加熱された材料をプレス成形し、前記材料を型内で保持した状態で冷却するホットプレス成形方法であって、前記材料をプレス成形する際に、当該材料の長手方向両端部に、当該長手方向に対する曲げ部分を含む形状変化を成形し、前記冷却時の材料の長手方向への熱収縮力に抗した抵抗を付与する。本発明の一実施形態では、前記プレス成形時に材料に成形される形状変化は、前記材料の長手方向両端部の表面に設けられる微小な突起である。
(もっと読む)
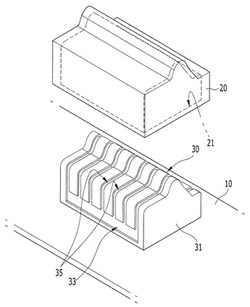
熱間剪断加工方法
【課題】本発明の解決すべき課題は、加熱した金属板材を、金型内で剪断加工し、当該剪断加工と同時に前記金型内で焼入れする、熱間プレス成形工程を経ない熱間剪断加工方法、ならびに、加熱した金属板材を、前記金型内でプレス成形し、当該プレス成形と同時または直後に前記金型内で剪断加工し、当該剪断加工と同時に前記金型内で焼入れする、熱間プレス成形工程を経る熱間剪断加工方法について、剪断加工面の硬度を均一にするとともに、剪断加工面の引張残留応力を低減できる熱間剪断加工方法を提供すること。
【解決手段】加熱した金属板材を、金型内で剪断加工し、当該剪断加工と同時に前記金型内で焼入れする熱間剪断加工方法において、軸方向に径が一定の基軸部20とこれに連続するパンチ先端に向かって先太りとなる逆テーパー部21を備えるパンチ10を用いて、前記金属板材1を剪断加工することを特徴とする熱間剪断加工方法。
(もっと読む)
熱間プレス成形品およびその製造方法
【課題】Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品を提供する。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、マルテンサイト:80〜97面積%、残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなるものである。
(もっと読む)
プレス成形品の製造方法およびプレス成形設備
【課題】深絞り加工が可能な程度に成形性が良好なプレス成形品を生産性良く製造するためのプレス成形方法、及びプレス成形設備を提供する。
【解決手段】プレス成形金型を用いて薄鋼板をプレス成形して成形品を製造する方法であって、前記薄鋼板をAc1変態点以上の温度に加熱した後、600℃以下の温度まで冷却してから金型で成形を開始し、マルテンサイト変態開始温度Ms以上の温度で成形を終了した後、前記金型から離型して焼入れをする。
(もっと読む)
ホットプレス加工方法およびホットプレス加工装置
【課題】高強度鋼に対するホットプレス後の後加工を容易にするとともに、遅れ破壊の発生を防止することができるホットプレス加工方法およびホットプレス加工装置を提供する。
【解決手段】ホットプレス工程(STEP−1)と抜き加工工程(STEP−2)を有するものであって、ホットプレス工程(STEP−1)は、後加工により除去すべき部位である抜き部分6cを、ダイ11およびポンチ12によって仮抜きする仮抜き工程(STEP−1−3,4)を備え、抜き加工工程(STEP−2)は、前記仮抜き工程にて仮抜きされた抜き部分6cをパンチ21によって本抜きする本抜き工程(STEP−2−2)を備える。
(もっと読む)
1 - 10 / 552
[ Back to top ]