
国際特許分類[B21D24/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレス内のまたはプレスに関連した深しぼりのための特別な装置 (551) | ダイクッション (134)
国際特許分類[B21D24/02]に分類される特許
1 - 10 / 134
プレス成形装置
【課題】構造を簡単とし、クッションピン荷重の異なる複数種のワークの成形に対応させることができ、複数のクッションピンによって必要とするクッションピン荷重を確実にブランクホルダに伝達することができるプレス成形装置を提供する。
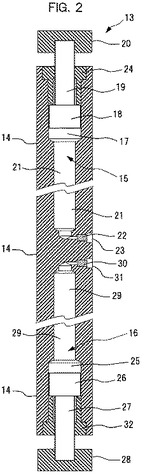
【解決手段】成形形状が異なる各種のワークに対し、第1のクッションピン荷重又は第1のクッションピン荷重より大きい第2のクッションピン荷重を付与する。各クッションピン13によるクッションピン荷重の伝達経路の夫々に、第1の収縮手段15と第2の収縮手段16とを設ける。第1の収縮手段15は、第2のクッションピン荷重を伝達するとき最大収縮状態となり、第2の収縮手段16は、第1のクッションピン荷重を伝達するとき非収縮状態となる。
(もっと読む)
プレス機械とそのしわ抑え力推定方法

【課題】クッションピン等の弾性変形によりしわ抑え力が緩和又は吸収される場合でも、パネルに作用するしわ抑え力を推定することができるプレス機械とそのしわ抑え力推定方法を提供する。
【解決手段】上金型14を上下動させる駆動モータ22の回転速度Aを検出し、
プレス成形における前記回転速度Aの減速度α(=dA/dt)と上金型14を含む可動部の全質量Mとの積(M・α)からしわ抑え力Fを推定する。
(もっと読む)
プレス成形装置
【課題】ガス圧を一元管理でき、ガス漏れを容易に検知できるとともに、ガス漏れが発生した場合でも修復作業を要せずに稼動を継続できるプレス成形装置を提供する。
【解決手段】クッションピン本体250と、その内部に設けられ上端から突出してブランクホルダ23を支持するピストンロッド253を備えるガスシリンダ251と、ガスシリンダ251の底部から下方に延びて下端部250Bに至る流路254と、流路254の途中に上方から順に設けられ、下方から上方への流体の流れのみを許容する第1流体弁255及び第2流体弁256と、これら流体弁の間に設けられた補助流体室257と、下端部250Bで流路254の真下に設けられ、分岐路273に接続されたクイックジョイント258と、下端部250Bでクイックジョイント258を囲繞するように設けられ、クッションプレート27との間でクッションピン本体250を支持する弾性部材259と、を備える。
(もっと読む)
プレス機械
【課題】ダイクッション側のサーボモータを小型化でき、かつオーバーシュートに関する問題を解決できるプレス機械を提供すること。
【解決手段】スライド2と、スライド2駆動用のサーボモータ17と、ダイクッション7と、ダイクッション7駆動用のサーボモータ49と、サーボモータ17,49を制御入力u1,u2で制御する制御装置18とを備え、制御装置18には、サーボモータ17への荷重指令U1を制御入力u1に基づき生成する第1荷重指令演算部51と、サーボモータ49への荷重指令U2を制御入力u2に基づき生成する第2荷重指令演算部52とが設けられ、制御入力u1,u2は、上型がワークに衝突してから所定時間経過するまでの第1段階でのスライド2およびダイクッション7の終端状態、および所定時間経過してからスライド2が下死点に到達するまでの第2段階でのスライド2およびダイクッション7の終端状態に基づいて演算される。
(もっと読む)
プレス成形金型
【課題】ブランクホルダの支持箇所を自由に設定可能とし、ブランクホルダに均一なクッション圧を付与し、且つ、ブランクホルダのロッキング機構を低コストに設ける。
【解決手段】流体の粘性抵抗によりブランクホルダ30の昇降動作に抵抗を付与するダンパ50を設け、ダイ10でブランクホルダ30を押し下げた際に、ダンパ50によりブランクホルダ30に所定のクッション圧を付与する。
(もっと読む)
ダイクッション装置とその制御方法
【課題】クッション作動時の損失が少なく、かつ制動動力の回生ができ、クッション作動時に衝撃力を受ける機構部分がなく耐久性が高く、クッション作動に必要な動力を大幅に低減することができるダイクッション装置とその制御方法を提供する。
【解決手段】クッションパッド2を上下動させる電動昇降装置12と、クッションパッドに上向きのクッション力を付加する油圧シリンダ14と、油圧シリンダに作動油を供給又は排出する油圧制御装置20と、電動昇降装置及び油圧制御装置を制御するクッション制御装置30とを備え、電動昇降装置12によりクッションパッド2を位置決めし、油圧シリンダ14と油圧制御装置20によりクッション力の制御と回生を行う。
(もっと読む)
ダイクッション制御装置
【課題】消費電力の削減及びサイクル時間の制約排除を実現可能なダイクッション制御装置を提供する。
【解決手段】クッションパッド及びアクチュエータから構成されたダイクッション装置を、スライドの昇降動作と連動して制御するダイクッション制御装置であって、前記スライドと前記クッションパッドの接触前に、第1のタイミングで所望のクッション力が得られるよう前記アクチュエータの操作量を固有周期より短い時間でランプ状或いはステップ状に変化させた後、前記クッション力が最初の最大値からその半値に減少するまでの設定可能期間内に設定された第2のタイミングで前記操作量を反対方向へステップ状に変化させる。
(もっと読む)
ダイクッション装置
【課題】ダイクッション装置のクッション圧の応答性が優れると同時に、ダイクッション装置への衝撃を十分に緩和させることができるダイクッション装置を提供すること。
【解決手段】本発明は、プレス時の下方への加工圧に対抗してクッション圧を発揮するダイクッション装置100であって、クッションパッド11と、該クッションパッド11に設けられた油圧室16と、該油圧室16の壁面を摺動可能なピストン15bと、該ピストン15bに当接された支柱ロッド12と、該支柱ロッド12に設けられクッションパッド11を上方に付勢する上方付勢装置と、該上方付勢装置を駆動させるための駆動源と、を備え、油圧室16の容積が変動可能となっているダイクッション装置100である。
(もっと読む)
アルミニウム板材のプレス絞り成形方法
【課題】アルミニウム板材の絞り成形において、広範囲の成形限界が得られる絞り成形方法を提供する。
【解決手段】アルミニウム板材の表面に潤滑油を塗布し、これをダイとブランクホルダーとで狭持してしわ押さえ部にしわ押さえ面圧を発生させ、しわ押さえ面圧を付与しながらダイとブランクホルダーを同時に下降させてダイとパンチとによりアルミニウム板材のプレス絞り成形を行う方法において、アルミニウム板材の表面の粗さ曲線における中心線平均粗さRaの平均値B(μm)が、0.8≦Bであり、アルミニウム板材がパンチに接触した時点から下死点までの成形ストロークの80%に達した際におけるしわ押さえ面圧が10MPa以上であるアルミニウム板材のプレス絞り成形方法。
(もっと読む)
ダイクッション制御装置
【課題】スライド速度を計算するための明確な手法を提供する。
【解決手段】指定されたモーションデータを基にマスター角度の単位変化量に対する目標メインギア角度の変化量をメインギア速度として算出すると共に、目標メインギア角度の単位変化量に対する目標スライド位置の変化量を仮スライド速度として算出し、当該算出したメインギア速度及び仮スライド速度と目標メインギア角度との対応関係を示す速度変換テーブルを作成する速度変換テーブル作成部と、更新周期毎に角度センサから得られる現メインギア角度に対応するメインギア速度及び仮スライド速度を速度変換テーブルから求め、当該求めたメインギア速度と仮スライド速度とを乗算することで単位時間当たりのスライド移動量を示すスライド速度を算出するスライド速度算出部とをダイクッション制御装置に設ける。
(もっと読む)
1 - 10 / 134
[ Back to top ]