
国際特許分類[B21D28/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレスカッティングによる成形;穴抜き (1,417)
国際特許分類[B21D28/00]の下位に属する分類
屑を出すかもしくは出さないでブランクまたは物品の押し抜き;ノッチング (426)
穴抜き,すなわち穴の押抜き (664)
国際特許分類[B21D28/00]に分類される特許
1 - 10 / 327
CVTエレメントの打抜き加工方法及び打抜き加工用金型
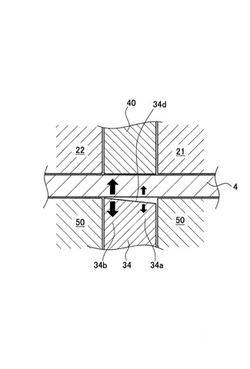
【課題】CVTエレメントを打抜き加工する際に、ダイのスロット部の根元部分に疲労破壊による亀裂を生じ難くすることができるCVTエレメントの打抜き加工方法を提供すること。
【解決手段】CVTエレメントの打抜き加工方法において、打抜き加工する際に、ダイのスロット部34のうちヘッド孔部側の頭側部分34aとボディ孔部側の胴側部分34bとで、捩りに対する負荷応力を異ならせる。例えば、スロット部34のうち板状素材4と対向する部分にテーパ面34dを設けて、このテーパ面34dを胴側部分34bから頭側部分34aに向かうに従って板状素材4との距離が大きくなるように形成する。これにより、打抜き加工する際に、胴側部分34bに作用する面圧が、頭側部分34aに作用する面圧より大きくなり、打抜き加工する度に、スロット部34は、ボディ孔部側に捩れ、ヘッド孔部側に捩れない。
(もっと読む)
プレス成形体及びこのプレス成形体の製造方法

【課題】順送りプレスによって製造するプレス成形体(半製品又は仕掛品)において、外形状及び外形寸法に高精度が要求される小さな部品、例えば、軸心に対するブレが許されない回転体、とりわけ外径の小さな歯車などを製造する場合などに好適に採用可能なようにする。
【解決手段】帯板状のストリップ2からブランク10を打ち抜くことで当該ストリップ2に形成される抜き孔11に対して打ち抜き後の前記ブランク10を厚さの一部のみが前記抜き孔11の内周面に係合するようにプッシュバックさせることにより、前記ストリップ2の一方面には前記ブランク10を突出させた凸部3が形成され且つ前記ストリップ2の反対面には前記抜き孔11を前記ブランク10で閉ざした凹部4が形成されている。
(もっと読む)
半導体装置の製造方法、及び、リード切断装置
【課題】切断屑の飛散と切断屑の残留とを簡易な構成により抑制する。
【解決手段】半導体装置の製造方法は、半導体装置200の外部リード(リード201)の先端部202をダイ20と押さえ部材40とで挟持した状態で、ダイ20とパンチ50とによる剪断によって先端部202を切断する工程と、ダイ20と押さえ部材40とを離間させる工程を有する。押さえ部材40には、押さえ部材40におけるダイ20側の面よりダイ20側に突出する弾性体(例えば板状弾性体80)が設けられている。ダイ20と押さえ部材40とで外部リードを挟持する際には、弾性体をダイ20により押してダイ20とは反対側へ弾性変形させる。ダイ20と押さえ部材40とを離間させることにより、弾性体をダイ20側へ弾性復帰させ、切断により切断屑203となった先端部202を弾性体によって押さえ部材40及びダイ20から払い除ける。
(もっと読む)
せん断総抜型
【課題】被加工材から打ち抜かれエジェクタ側に保持されているワークの保持を解除するとき、油圧機構を用いることなくワークの保持解除をするせん断総抜型を提供することである。
【解決手段】せん断総抜型は、主パンチ113と、主パンチ113に向けて常時附勢されるように附勢手段124を介して台座に設置されたエジェクタ123と、附勢手段124の附勢力に抗した型締め位置にあるエジェクタ123の位置を一定の期間保持可能な位置保持手段とを備えている。位置保持手段は、エジェクタ123の外周面に設けられた凹部123aに先端が嵌め込み可能な嵌め込み突起142aと、嵌め込み突起142aをエジェクタ123外周面に向けて附勢する嵌め込み突起用附勢手段141と、型開き動作により、上型120と下型110が一定量型開きしたときに、前記嵌め込み突起142aと前記凹部123aの嵌め込み状態を解除する解除手段130とから成っている。
(もっと読む)
プレス金型
【課題】 開口部の形成とバリ除去とを同じ箇所で同時に行うことができるようにする。
【解決手段】 プレス対象物300に打ち抜くべき開口部310に対応した凹部111が形成された雌型110と、この雌型110に載置されたプレス対象物300を介して前記凹部111に対して押圧される雄型120とを備えており、前記凹部111の周囲には、前記雄型120がプレス対象物300に対して押圧された際に、プレス対象物300の開口部310の周縁部311となるべき箇所に食い込み、開口部310が打ち抜かれた際には周縁部311が圧接される凸脈112が形成されている。
(もっと読む)
曲げ加工品の製造方法及び曲げ加工品製造用切り板の切断面成形装置
【課題】金属板をせん断加工することにより得た切り板に曲げ加工を施して切断面が曲げられた形状を呈する曲げ加工品を製造する際に、曲げ部の外側のコーナ部に亀裂が発生するのを防止する。
【解決手段】金属板を厚み方向にせん断して縦方向の一端及び他端に切断面4aを有する切り板4を形成する切断工程と、切り板4に曲げ加工を施す曲げ工程とを行って、切断面が曲げられた曲げ加工品を製造する曲げ加工品の製造方法において、切り板4の切断面に形成されているカエリ部4a4の金属を該カエリ部に隣接する切り板の非切断部401側に流動させてカエリ部4a4の金属を非切断部401の金属に一体化する切断面成形工程を行った後に曲げ工程を行う。
(もっと読む)
積層鉄心の製造方法
【課題】モータのパワーを最大限に利用して、より高速度の転積が行える積層鉄心の製造方法を提供する。
【解決手段】磁性鋼板から順次鉄心片を打ち抜き、回転駆動源18に連結されたダイ15内にて積層して転積する積層鉄心16の製造方法において、回転駆動源18によってダイ15を回転させる速度を、回転駆動源18の負荷トルクが小さい場合には速く、回転駆動源18の負荷トルクが大きい場合には遅くして、平均の転積速度を、回転駆動源18の負荷トルクの最大値を基準として一定速度にする場合より大きくした。
(もっと読む)
建築用部材の製造方法
【課題】カバー材と当該カバー材の裏側に接合された心材とから構成される建築用部材として、接合時にカバー材表面の模様に悪影響を及ぼすことなく、長期にわたって接合形状、接合強度、耐久性を維持することが可能な建築用部材を製造する。
【解決手段】被接合カバー材を基盤上に、当該基盤に前記カバー材の樹脂塗装面が接するように載置した後、基盤上に載置した前記カバー材の裏面上に前記鋼板製心材の先方部に形成した突起部を接触させた形態で載せ、その後に、一対の抵抗溶接電極を、片方を前記カバー材の裏面に、他方を前記鋼板製心材の先方部に、前記基盤方向に圧が付与されるように押圧させた状態で、前記一対の抵抗溶接電極間に通電してカバー材裏側と鋼板製心材先方部とをプロジェクション溶接する。
(もっと読む)
加工システム及びその方法
【課題】「金型個別管理」、「金型番号管理」、「バッファ管理」、「金型ラック管理」の4つのフリーロケーションによる金型管理を行う。例えば、パンチP及びダイDのそれぞれに、複数の種類の金型装着情報が関連付けられて、複数の種類の金型情報の中から特定された金型情報に応じて、他の種類の金型情報を選択する。
【解決手段】「金型個別管理」、「金型番号管理」、「バッファ管理」、「金型ラック管理」についてフリーロケーションによる金型管理を行う。パンチPおよびダイDを管理すると共に、加工機3の上部タレットに装着された複数のパンチP、下部タレットに装着された複数のダイDから選択されたパンチP及びダイDの協働により加工を行う加工システム1である。パンチP及びダイDのそれぞれに、複数の種類の金型情報が関連付けられて、複数の種類の金型情報の中から特定された金型情報に応じて、他の種類の金型情報を選択する選択手段を備える。
(もっと読む)
皿ねじ用孔の形成方法及び皿ねじ用孔を備えた部材
【課題】皿ねじ用孔を生産性良く、品質を低下せずに形成できる皿ねじ用孔の形成方法とする。
【解決手段】2つの溝6を有した部材(縦框20)を作製し、その2つの溝6間に下穴70を、2つの溝6の傾斜面となった外側面60を残存し、皿ねじ5が挿通すると共に、頭部5aが入り込むように形成し、その残存した外側面60が皿ねじ5の頭部テーパー面5bが接する皿ねじ支持面75となる皿ねじ用孔7を形成する方法で、下穴70を打ち抜き加工すれば良いから、皿ねじ用孔を生産性良く、品質を低下せずに形成できる。
(もっと読む)
1 - 10 / 327
[ Back to top ]