
国際特許分類[B21D28/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレスカッティングによる成形;穴抜き (1,417) | 屑を出すかもしくは出さないでブランクまたは物品の押し抜き;ノッチング (426) | 一部分が被加工物に付着した状態の不完全押抜き (75)
国際特許分類[B21D28/10]に分類される特許
1 - 10 / 75
レーザ加工方法、自動プログラミング装置および加工システム
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
板状多孔品の成形方法及び成形装置
【課題】しわ、破断等の不具合が生じることなく、板状多孔品を成形する。
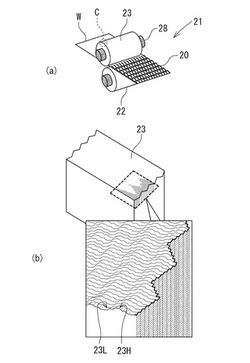
【解決手段】ロール型21を構成する上型23(下型22)は、基準直径の円筒面と、この円筒面に対する高低差が同一となる凸部23H及び凹部23Lを備えている。そして、凸部23H及び凹部23Lは、基準直径の円筒面の、円周方向に一定のピッチで交互に、かつ、軸方向に一定の幅で交互に配置される態様で構成されている。そして、基準直径の円筒面と、この円筒面に対する高低差が同一の凸部23H及び凹部23Lとで、ロール表面が3階層をなすものである。このロール型21に板状素材Wを連続的に送り込むことで、板状素材Wの表裏両側に、板状素材の平面からの突出量が表裏両側で同一となる突出部を突出させ、かつ、表裏両側の突出部の境界部分をせん断し、板状素材Wの平面と交差する方向の開口を成形する。
(もっと読む)
板状多孔品の成形方法及び成形装置

【課題】プレス圧力の増大を来たすことなく、ゴムダイを用いて精密形状の板状多孔品を成形することを、可能とする。
【解決手段】(c)に示される第1成形型32を用い、板状素材Wの、開口となるせん断部を成形する部位34に対して、曲げ加工を施すことにより、(a)(b)に示されるように、せん断部を成形する部位24を境界とする凸部36及び凹部38を成形する。凸部及び凹部をつなぎ薄肉化された面が、せん断誘発部となる。続いて、(d)(e)に示される第2成形型40の、金属製の下型22凸部22Bにより、第1成形工程で板状素材Wに成形した凹部38を保持した状態で、ゴムダイ24により、凸部36に対しその突出方向と逆方向へと荷重を付与する。その結果、凸部36及び凹部38をつなぐ面34のせん断を促し、板状素材Wに対しその平面と交差する方向の開口を成形することが可能となる。
(もっと読む)
ホットプレス加工方法およびホットプレス加工装置
【課題】高強度鋼に対するホットプレス後の後加工を容易にするとともに、遅れ破壊の発生を防止することができるホットプレス加工方法およびホットプレス加工装置を提供する。
【解決手段】ホットプレス工程(STEP−1)と抜き加工工程(STEP−2)を有するものであって、ホットプレス工程(STEP−1)は、後加工により除去すべき部位である抜き部分6cを、ダイ11およびポンチ12によって仮抜きする仮抜き工程(STEP−1−3,4)を備え、抜き加工工程(STEP−2)は、前記仮抜き工程にて仮抜きされた抜き部分6cをパンチ21によって本抜きする本抜き工程(STEP−2−2)を備える。
(もっと読む)
積層金型装置
【課題】
被加工品の中間部をリフターにより、搬送可能位置迄持ち上げることができ、成形品の中間部が下方に曲がることはなく、品質向上を図ることができる。
【解決手段】
下金型30は突部35を有する一対の下部成形用鋼板31と、一対の下部成形用鋼板31間に配置されるとともに平坦面を有する下部リフター鋼板32Aを備える。上金型40は第1凹部45を有したプレス成形面44を備える、一対の上部成形用鋼板41を備える。上部リフター鋼板42Aは成形面を備えた第2凹部49を有するとともに一対の上部成形用鋼板41間に配置されている。下部リフター鋼板32Aは、金属板の持ち上げ不能位置と、下部成形用鋼板31の突部35よりも上方に位置する搬送可能位置間を移動する。
(もっと読む)
ブリッジ及び雌ねじ部形成方法並びに金型
【課題】板状のワークの端縁付近に突出方向の異なる複数のブリッジを形成すると同時に雌ねじ部を形成する方法及び金型を提供する。
【解決手段】板状のワークの端縁付近にブリッジ及び雌ねじ部を形成する方法であって、パンチ3、ダイ5によって前記ワークWの端縁付近に突出方向の異なる複数のブリッジ27U,27Lを交互に形成するとき、前記パンチ3、ダイ5に備えたブリッジ形成部29,45の先端面29L,45Uの転写雌ねじ部を前記ブリッジに転写する。金型1はパンチ金型3とダイ金型5を備えており、前記パンチ金型3とダイ金型5との協働によって前記ワークWの端縁付近に突出方向の異なる複数のブリッジ27U,27Lを形成するために前記パンチ金型3及びダイ金型5にそれぞれに備えたブリッジ形成部29,45の先端面29L,45Uに、前記ブリッジ27U,27Lへ転写するための転写雌ねじ部を備えている。
(もっと読む)
中空部品とその製造方法及び製造装置
【課題】薄肉の板材により成形されていても、強度的にも作業環境的にも問題のない、コスト的にも有利な中空部品と、その製造方法を提供する。
【解決手段】相互間に隙間を有する一対の板材20,21の一方の板材20に対しフロードリル加工を施して第1カラー部C1を形成し、他方の板材21にフロードリル加工を施すとき、第2カラー部C2を形成すると共に、第2カラー部C2の内方側先端部と第1カラー部C1の内方側先端部とを融着させて円筒状連結体Cを形成し、扁平な両板材を補強するようにしたことを特徴とする。
(もっと読む)
バーリング加工方法及び金型
【課題】下穴の加工が難しい場合であっても、下穴を加工することなくバーリング加工を行うことのできるバーリング加工方法を提供する。
【解決手段】板状のワークにバーリング加工を行う方法であって、雌型3に備えたバーリング部成形凹部19内へ、雄型5に備えた加圧突出部35によって前記ワークWの一部を押圧挿入してワークWに突出部を形成し、当該加圧突出部の先端面と前記バーリング部成形凹部19の底部、又は前記雌型3に上下動自在に備えた昇降体25に備えられ、前記バーリング部成形凹部19内へ挿入した加圧突出部23の先端面23Fとの間によって前記突出部の先端部を押し潰して前記突出部の筒状部よりも薄肉の薄肉部WAを前記突出部の先端部に形成し、この先端部の薄肉部WAの打抜き加工を行う。前記薄肉部WAの打抜き加工は、パンチ金型とダイ金型とによって前記突出部を挟み込んだ状態、又はパンチ金型とダイ金型とによって前記突出部の周囲部分を挟み込んだ状態で行う。
(もっと読む)
塗装鋼板の溶接方法
【課題】片面が絶縁皮膜で覆われている金属板の絶縁皮膜で覆われている面とそれに接触する面とを通電可能として両者を抵抗溶接で接合する方法を提供する。
【解決手段】片面が絶縁皮膜で覆われている金属板に先端形状が平らなパンチとそれと対になるダイで絶縁皮膜がない側から金属体を打ち抜くことによって打ち抜き孔内面下端部の金属体を絶縁皮膜形成面側に露出させ、当該露出部を接合させる金属体に接触させて通電し、抵抗溶接する。
打ち抜くパンチとダイの形状は、打ち抜く断面が円形であることが好ましい。
(もっと読む)
シャー切断工具
【課題】シャー切断工具において、コーティング層の剥離を抑制して長寿命化を可能とする。
【解決手段】歯車型カッタ11,12の外周部に設けられる複数の刃部23,24の表面にクロムコーティング層31を設け、このクロムコーティング層31の表面に窒化クロムコーティング層32を設ける。
(もっと読む)
1 - 10 / 75
[ Back to top ]