
国際特許分類[B21D39/03]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 物体または部品を結合するための方法の適用,例.鍍金以外の金属板での被覆;拡管装置 (743) | 折曲げによる以外の金属板の結合 (131)
国際特許分類[B21D39/03]に分類される特許
1 - 10 / 131
円筒軸の製造方法及び印刷装置
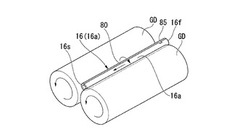
【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
冷間圧接工法および冷間圧接装置

【課題】加圧による被接合材の反り上がりの発生を防止するとともに、重ね合わせた被接合材の接合界面の塑性変形を促進して高い接合強度を確保することができる冷間圧接工法および冷間圧接装置を提供する。
【解決手段】この冷間圧接工法では、まず、ダイ6上に重ね合わせた被接合材7a、7bをポンチ10の凸部11によって加圧して押し込む。次いで、凸部によって被接合材の一部を押し込んだ後に、加圧した部分の周囲を凸部の基部からその進退方向と直交する方向の外方へと張り出したポンチの肩部12によって押えている。ポンチ10の凸部11と肩部12とのなす内隅部11aと上側の被接合材7aとで囲まれた領域に空隙部Gを残した状態でポンチ10による押込みを完了する。
(もっと読む)
パイプ材の製造方法並びにこの方法によって製造されたパイプ材並びにこのパイプ材を外筒体として適用した排ガス触媒装置
【課題】 金属板材から成るワークの端縁部を溶接することなく強固に接合できるようにした新規なパイプ材の製造手法の開発を課題とする。
【解決手段】 本発明は、金属板材から成るワークWの端縁部11を接合するのに先立ち、一方の端縁部11に嵌め込みツメ12を形成するとともに、他方の端縁部11に、このツメ12を嵌め込む受け入れ溝13が形成され、ツメ12を溝13に嵌め込むことによってワークWの端縁部11の接合を行うものであり、このツメ12と溝13とには、接合完了後のパイプ材1が外側面に沿って広がろうとした場合、この力に抗して互いに引っ掛かり合う掛止部14が形成されることを特徴とする。
(もっと読む)
編成部材のかしめ構造
【課題】かしめ固定による凹溝部内での基部の上下方向の位置ずれを防止して精度を向上させることができる編成部材のかしめ構造を提供する。
【解決手段】針本体11の一側面に設けた凹溝部14に対しこの凹溝部14の上下幅よりも上下幅が小さい羽根2の基部21を嵌め込み、凹溝部14の上端縁及び下端縁に対し凹凸状部分W1,W11により段差を有するかしめ具Wによって、凹溝部14の上端縁を凸状部分W1の押圧により塑性変形させて基部21の下端を凹溝部14の下端に押し付けた状態で基部21の上端をかしめ固定するとともに、基部21の下端を、凹溝部14の下端縁を凹状部分W11の押圧により塑性変形させてかしめ固定している。
(もっと読む)
金属板の接合構造および金属板の接合方法
【課題】一方の金属板の貫通孔内において他方の金属板を押し出して鍛圧により接合する場合、一方の金属板の方が他方よりも硬度が小さくても結合できるようにする。
【解決手段】一方の金属板11の貫通孔12内に、他方の金属板21の鍛圧部22が押し出されている。鍛圧部22の底部側のほぼ中央に鍛圧部22を外周側に広げる凹部22aが形成されている。また、第2の金属板21における鍛圧部22と反対面側には、貫通孔12よりも小さい幅の第1の溝23と、この第1の溝23よりも大きい幅の第2の溝24が形成されている。
(もっと読む)
金属板の接合方法
【課題】安価で簡便な金属板の接合方法を提供する。
【解決手段】接合すべき2枚の金属板1,2の端面を、予め噛み合わせ可能な形状に加工しておき、2枚の金属板の端面を対向させ、前記金属板を板面に平行に移動させて接合する。
(もっと読む)
Mg合金板のカシメ方法
【課題】Mgを90質量%以上含有するMg合金板のカシメ方法を提供する。
【解決手段】Mg合金板を複数枚重ねて、複数枚のMg合金板1a,1bの接合位置9を加熱し、一定の加熱温度に保持しながらMg合金板をパンチ2でダイス3内に押し込むことによってMg金属板を塑性変形させてクリンチングカシメを行なう。
(もっと読む)
金属接合体の製造方法及び金属接合体
【課題】容易に高い剥離強度を得ることができる金属接合体の製造方法及び金属接合体を提供する。
【解決手段】対向して配置したダイ11とパンチ12との間に、複数の金属部材21の板状部分を重ね合わせて配置し、ダイ11とパンチ12とが接近するように相対的に移動させて板状部分を押圧することにより、一方の面を突出させ、他方の面を陥没させた押出部22を形成して接合する。ダイ11には、円筒状の外枠11Aの中に、内部材11Bを挿入し、凹部11Cを形成したものを用いる。
(もっと読む)
積層鋼板形成装置及び積層鋼板の製造方法
【課題】
接合強度を十分に確保できる積層鋼板形成装置及び積層鋼板の製造方法を提供する。
【解決手段】
第1鋼板形状付与装置により、第1鋼板10を部分冷間鍛造することにより、裏面側に第1突部14を形成するとともに、第1突部14から第1突部14の突出方向と同方向に突出した連結突起18を形成する、第2鋼板形状付与装置により、裏面側に第2突部54が形成された第2鋼板50の第2突部54に透孔56を開ける。カシメ装置により、連結突起18を透孔56に貫通して第1鋼板10の第1突部14と第2鋼板50の第2突部54を接合した状態で、連結突起18の外周縁を透孔56の内周縁とをカシメる。
(もっと読む)
ドライブプレートおよびドライブプレートのプレート部材
【課題】ドライブプレートの剛性や耐久性を確保しながら、その軽量化を図る。
【解決手段】ドライブプレート10は、エンジンのクランクシャフト2に固定されるプレート部材11と、リングギヤ120を外周に有すると共に当該リングギヤ120よりも内周側でプレート部材11に締結される複数の締結部121aを有するリングギヤ部材12とから構成される。そして、プレート部材11は、クランクシャフト2への固定に用いられる中心孔110と、当該プレート部材11の外周部に形成されると共にそれぞれリングギヤ部材12の締結部121aへの締結に用いられる複数の締結孔111と、中心孔110と各締結孔111との間に形成された複数の軽め穴113とを有する。
(もっと読む)
1 - 10 / 131
[ Back to top ]