
国際特許分類[B21D43/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,金属管または金属プロフィルを加工または処理するための装置内に組み込まれあるいはその中に配置され,あるいは関連して使用するために特に適応された給送,位置決め,または貯蔵装置;切断装置との組合せ (728)
国際特許分類[B21D43/00]の下位に属する分類
ダイスまたは工具のストロークと関連した被加工物の送り (393)
貯蔵装置;積み重ねまたは積み重ねないもの (71)
止め具 (6)
これらの装置と切断装置との組合わせ (19)
国際特許分類[B21D43/00]に分類される特許
1 - 10 / 239
板状ワークの湾曲保持装置および湾曲保持方法ならびに湾曲成形方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ローラヘミング用ハンガー装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ワーク支持台
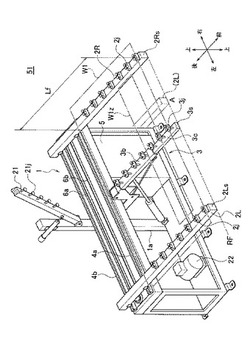
【課題】種々の形状の板状のワークを撓みなく良好に支持でき、支持アームの位置決めを高い自由度で行うことができ、ロボットの掴み替え作業に支障が生じない、ワーク支持台を提供する。
【解決手段】本体部(1)と、本体部(1)から水平に延出すると共に本体部(1)に沿って水平方向にそれぞれ独立に移動可能とされて板状のワーク(W1)を下方側から支持する複数の支持アーム(2L,2R)と、本体部(1)から水平に延出した起立状態と、本体部(1)に沿って略鉛直方向に伏せられた待機状態と、の間で遷移可能に設けられ、起立状態で複数の支持アーム(2L,2R)と共にワーク(W1)を支持可能な補助アーム部(3)と、を備える。補助アーム部(3)は、待機状態で支持アーム(2L,2R)よりも下方側に退避し、支持アーム(2L,2R)は、待機状態の補助アーム部(3)を越えて水平方向に移動可能に構成されている。
(もっと読む)
積層鉄心の製造装置及び製造方法

【課題】供給する薄板条材の加工度が進み、薄板条材の剛性が下がって弛みが生じても、薄板条材の通板時にリフターによる引っ掛かりを防止できる積層鉄心の製造装置及び製造方法を提供する。
【解決手段】下型11と上型をそれぞれ有する複数のステーションa〜lを有し、薄板条材12を順次各ステーションa〜lに送って、各ステーションa〜lで必要部分を打ち抜きして、鉄心片13、14を製造する積層鉄心の製造装置10において、各ステーションa〜lに設けられたリフター17〜21は、下流側のステーション程その突出量を大きくし、場合によっては、リフター17〜21の数は下流側のステーション程多く配置し、リフター17〜21間の幅は、下流側のステーション程広くした。
(もっと読む)
整列されずに積載された長方形の被加工材の折曲げ加工機への供給方法
【課題】ワークが整列不要でワーク1枚を確実に曲げ加工機へ供給する方法の提供。
【解決手段】ロボット7と姿勢計測手段36と板厚計測手段を有するローディング装置5と掴換え装置29とを備えた曲げ加工システムにおいて、1.積載姿勢計測手段により、ローディング装置の最上部のワークのY軸基準辺を表す直線の式とX軸基準辺を表す直線の式を求め、Y軸基準辺のX軸に対する傾きαと新しい原点O’を求める。2.傾きαと原点O’に基づいてロボットハンドの把持姿勢を修正する共に、ロボットハンドの吸着手段を上下動させて2枚目以降のワークを落下させる。3.板厚計測手段により板厚を計測する。4.複数枚が保持されている場合掴み換え装置に一時保持させ、最上層から1枚ずつローディング装置へ返送積載する。5.返送されたワークに対して行程1から行程3を実施する。6.行程3において複数枚保持されていなければそのワークを折曲げ加工機へ供給する。
(もっと読む)
搬送時負荷算出方法及び搬送時負荷算出システム
【課題】設計された製品を示す製品データを用いて各ハンドリングツールの搬送時の負荷を算出し、不具合が発生するか否かの判断材料を得る搬送時負荷算出方法及び搬送時負荷算出システムを提供する。
【解決手段】製品を示す製品データを受け付け、受け付けた製品データで示された製品に対する複数の吸着カップの配置場所を定め、定めた複数の吸着カップの配置場所に対応させて、製品データで示された製品のエリアを複数の分割エリアに分割し、分割された各分割エリアにおける各吸着ステップのカップ搬送負荷を算出し、カップ搬送負荷と吸着カップ1個当たりのカップ許容負荷と、を比較し、各吸着カップの搬送可否を判断する。
(もっと読む)
ワーク移送方法及びワーク移送装置
【課題】ワークの所定距離の移送を、テーブルに対する位置ずれがなく短時間で行えるワーク移送方法を提供する。
【解決手段】テーブル(2)で支持した板状のワーク(W)を、テーブル(2)を移動することにより移送する。テーブル(2)側に設けた滑り防止部(5c)をテーブル(2)で支持したワーク(W)に対して接触させる接触ステップと、滑り防止部(5c)をワーク(W)に接触させた状態でテーブル(2)を移動するテーブル移動ステップと、を含む。
(もっと読む)
板材加工機の搬送用テーブル
【課題】 板材の下面を傷付けにくい板材加工機の搬送用テーブルを提供する。
【解決手段】 搬送用テーブル2は、板材に対してパンチ加工を行う板材加工機に設けられ、板材の下面をサポートし板材を水平方向に摺らせて送る。搬送用テーブル2は、水平に設置されたテーブル本体2Aと、このテーブル本体2A上に毛先側を上向きにして分散配置された複数のブラシ12とを備える。各ブラシ12は、樹脂製の単繊維13を多数本結束したものである。各単繊維13は、根元側から中途部にかけては一定太さの直線状とされ、中途部から毛先側にかけては撓み可能な先細り形状とされている。
(もっと読む)
パンチプレスのブラシテーブルブラシ摩耗検出方法及び装置
【課題】 ブラシテーブルのブラシの摩耗を自動的に測定できるパンチプレスのブラシテーブルブラシ摩耗検出方法及び装置の提供。
【解決手段】 ブラシテーブルを備えたパンチプレスにおいて、打撃子の下面と、ダミーダイの上面とに接触可能な接触子を内蔵する測定用パンチ組立体を用いて、接触子がダミーダイに接触したときの打撃子の下降距離(L1)とブラシテーブル上に載置した測定用ゲージ板に接触子が接触したときの打撃子の下降距離L2を検出し、この検出された前記打撃子の下降距離(L1、L2)及び前記測定用ゲージ板の板厚(T)を基にして前記ブラシテーブルの被加工材支持平面と前記測定用ダミーダイ上面との間隙(S)を演算して求めることを特徴とするパンチプレスのブラシテーブルブラシ摩耗検出方法。
(もっと読む)
テーラードブランク材のセット位置調整方法、製造方法及び素材選択方法
【課題】成形後において接合線の基準位置からのずれ量を低減でき、成形品の接合線付近の見栄えを安定させることができるテーラードブランク材のセット位置調整方法を提供すること。
【解決手段】本発明は、それぞれ特性の異なる第1の板材2と第2の板材3とを突き合わせ接合し、その接合位置に接合線4が形成されるテーラードブランク材1をプレス成形装置5によってプレス成形する前に、プレス成形装置5におけるテーラードブランク材1のセット位置Sa,Sb,Scを調整するテーラードブランク材のセット位置調整方法であって、プレス成形装置5は、テーラードブランク材1に当接してセット位置Sa,Sb,Scを調整する位置決め部材50を備え、第1の板材2の特性及び第2の板材3の特性に基づいて、プレス成形装置5におけるテーラードブランク材1のセット位置Sa,Sb,Scを位置決め部材50によって調整する。
(もっと読む)
1 - 10 / 239
[ Back to top ]