
国際特許分類[B21D43/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,金属管または金属プロフィルを加工または処理するための装置内に組み込まれあるいはその中に配置され,あるいは関連して使用するために特に適応された給送,位置決め,または貯蔵装置;切断装置との組合せ (728) | ダイスまたは工具のストロークと関連した被加工物の送り (393)
国際特許分類[B21D43/02]の下位に属する分類
被加工物に対して機械的に係合する手段によるもの (277)
重力によるもの,例.シュート
被加工物と空気的または磁気的係合手段によるもの (57)
国際特許分類[B21D43/02]に分類される特許
1 - 10 / 59
送り装置
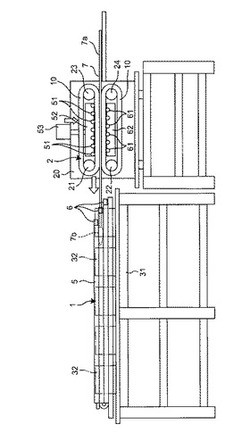
【課題】ベルトの押圧ローラからの脱落を防止できる送り装置を提供する。
【解決手段】複数の上下の押圧ローラ51,61は、マンドレル7を挟んだ両側に配置され、ベルト体10をマンドレル7に向けて押圧する。複数の上下の押圧ローラ51,61は、マンドレル7に沿って千鳥状に配置されている。これによって、ベルト体10が、押圧ローラ51,61からサイド方向へ離脱することを、防止できる。
(もっと読む)
ストリップ材接続装置

【課題】上下のダイのクリアランスを調節できるストリップ材接続装置を提供する。
【解決手段】先行するストリップ材1の後端と後続のストリップ材1の先端とを重ね合わせ、重ね合わせたストリップ材1を互いに咬合する上側ダイ2と下側ダイ3とで挟み込み、上側ダイ2および下側ダイ3は、ストリップ材1に該ストリップ材の幅方向に並んだ切れ目を形成する複数の剪断エッジ20と、ストリップ材1の切れ目の間の部分を上方または下方に突出変形させる凸面19とを有し、切れ目にジョイニング部材を挿入してストリップ材1を縫い合わせるストリップ材接続装置において、剪断エッジ20を、ストリップ材1の搬送方向に対して所定角度だけ交互に反対方向に傾斜させ、上側ダイ2と下側ダイ3との相対位置を、ストリップ材1の搬送方向に調節可能とする
(もっと読む)
加工素材の成形システム、及び、加工素材の成形方法
【課題】 成形に際して往復動可能に行い、コンパクト化を図ることができ、プレス磨耗性の減少を図ると共に、バルジ加工の作業性の向上を図り、効率のよい成形を低コストに行うことが可能とする。
【解決手段】 搬送領域にセットされた素管などの加工素材を成形領域に挿通させ、受け入れ領域に移送した上で、再び素管を成形領域に引き戻しつつ成形加工を施し、搬送領域に加工素材の成形品として押し出し、この成形品を新たな加工素材に交換し、このような一連の動作を繰り返し行うことができる。
(もっと読む)
パンチング方法及びパンチング装置
【課題】間欠送りされる帯材をセンサに対する所定の検出位置に位置決め保持した状態で、帯材の加工位置への送り込み状態をセンサにより正確に検出することができるパンチング装置を提供する。
【解決手段】間欠送りされる金属製の帯材Wに対してその停止時にパンチ加工を施すためのパンチ機構と、帯材Wの送り異常を検出するための検出機構13とを備える。検出機構13は、非接触型のセンサ17と、そのセンサ17を保持する保持部材16と、その保持部材16に向かって帯材Wを押し付ける押圧部材18とを有する。押圧部材18は帯材Wの送りに伴って回転されるローラ20を有し、そのローラ20がバネ22の付勢力により帯材Wを保持部材16に向かって押圧する。
(もっと読む)
板材供給装置及びこの板材供給装置が配置されたプレス加工ライン
【課題】張力を付与しながら板材を送り出す場合であっても、コイル材22のばらけ現象を抑制しつつ送り出し効率を向上させることができるようにする。
【解決手段】本発明の板材供給装置2は、第1検出器17にて検出された送出量と第2検出器18にて検出されたアンコイラ15の回転量とに基づいてコイル材22のコイル外径D2を求める径検出手段30と、径検出手段30で求められたコイル外径D2と送り出し後の板材12の張力とに基づいてアンコイラ駆動モータ16へのトルク制御値pを求めるトルク算出手段31と、アンコイラ駆動モータ16の回転停止後にトルク算出手段31で求めたトルク制御値pに応じてアンコイラ駆動モータ16へのトルク制御を行う制御手段32とを備えている。
(もっと読む)
プレス成形鋼板の製造方法およびその製造設備列
【課題】本発明は、加熱装置の密閉度を増すことにより、加熱装置内の不活性ガス雰囲気を保ち、スケールの生成を抑制することを目的とする。
【解決手段】鋼板コイルを巻戻す工程と、巻戻された鋼板の搬送ライン上で、プレス成形する工程とを有するプレス成形鋼板の製造方法であって、
前記プレス成形する工程を行う前に、巻戻された前記鋼板を不活性ガス雰囲気下で加熱する工程を行うことを特徴とするプレス成形鋼板の製造方法。
(もっと読む)
プレス装置
【課題】よりシンプルな構造であって、且つ被プレス板材の終端まで自動的に金型に送ることができる送り装置を備えてより効率良くプレス成形を行うことができるプレス装置を提供する。
【解決手段】金型11、12と、被プレス板材Wを金型に順次送る第1送り装置とを備え、被プレス板材には長手方向に沿って被プレス部と被クランプ部とを有している。第1送り装置は金型に対して、被プレス板材の幅方向における少なくとも一方の端部に設けられており、被プレス板材の被クランプ部をクランプするクランプ手段23と、金型のプレス成形動作に応じて、クランプ手段を次にクランプするべき被クランプ部の位置まで送り方向に対して反対方向である反送り方向に移動させる押圧手段21、22と、プレス成形を終えた金型の戻り動作に応じて反送り方向に移動させたクランプ手段23を送り方向に移動させて元の位置に戻す圧力手段33、32と、を有している。
(もっと読む)
長尺材曲げ加工用のロボットハンドおよび長尺材曲げ加工システム
【課題】吸着手段とグリッパとを備えたローディングが可能な長尺材用ロボットハンドの提供と、このロボットハンドを使用した長尺板材曲げ加工システムの提供。
【解決手段】1.ロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、前記吸着手段をワークの前後方向に移動位置決め可能に設けたことを特徴とする長尺板材曲げ加工用ロボットハンド。2.板材折曲げ加工機へワークを供給するロボットと、掴み換え装置とを備えた長尺板材曲げ加工システムにおいて、前記ロボットハンドがロボットハンド15に吸着手段31とワークの長手方向両端部を把持するグリッパ51とを設け、吸着手段をワークの前後方向に移動位置決め可能に設けてなるこ長尺板材曲げ加工システム。
(もっと読む)
曲がりパイプ製造装置
【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
材料位置検出制御装置
【課題】最も重要な最終工程付近で加工される材料の位置を検出して、材料の送り量を制御することにより複数の部品の一体成型時の位置合わせを良好に行える。
【解決手段】材料位置検出制御装置は、材料Fを一定の間隔で間欠送りしながら複数工程の加工を行う一対の金型21,22を備え、材料Fには材料位置検出用孔F1が形成され、一方の金型21に埋設された平行光を発する光源手段30と、他方の金型22に埋設された材料位置検出用孔F1による通過光の投影位置に基づき基準位置からの送りずれ量を検出する位置検出手段31と、送りずれ量に基づき材料Fの設定の送り量を補正して材料Fを送る制御手段40を有する。
(もっと読む)
1 - 10 / 59
[ Back to top ]