
国際特許分類[B21D47/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 剛構造の要素または単位体,例.ハニカム構造体,の製造 (172) | 梁または柱 (69)
国際特許分類[B21D47/01]の下位に属する分類
伸張によるもの
国際特許分類[B21D47/01]に分類される特許
1 - 10 / 69
アルミニウム合金製中空押出形材の曲げ加工方法並びにこの方法を用いたアルミニウム合金製中空押出形材及び自動車用バッテリーフレーム製造方法と自動車用バッテリーフレーム及び座席のフレーム構造体製造方法と座席のフレーム構造体
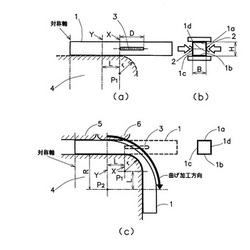
【課題】本発明は、冷間加工により比較的小さい曲げ半径で曲げ加工可能であり、曲げ外側壁の面精度を確保しやすいアルミニウム合金製中空押出形材の曲げ加工方法等並びにこの曲げ加工方法により曲げ加工されたアルミニウム合金製中空押出形材等を提供することを目的とする。
【解決手段】中空押出形材1の側面壁1c、1dの少なくとも前記曲げ加工を施す領域に、中空押出形材1の断面内側に凹み、かつ、中空押出形材1の長手方向に伸びる所定の凹溝3を設ける第1の工程と、第1の工程後に、中空押出形材1の内側半径(r)の中心P1より遠い所定の位置に設定された点を回転中心P2とする、中空押出形材1の曲げ外側壁1aに近接して設けられた移動金型6を回転中心P2に対して回転させながら中空押出形材1の曲げ加工を行う第2の工程と、を有したことを特徴とする。
(もっと読む)
曲げ加工が施されたアルミニウム合金製押出形材およびこれを一部に用いてなる構造部材

【課題】本発明は、形状の制約が少なく、かつ、汎用的でありながら、他部品が接合される突出フランジの平坦面の精度を確保することが可能な曲げ加工が施されたアルミニウム合金製押出形材およびこれを一部に用いてなる構造部材を提供することを目的とする。
【解決手段】本体部11と、この本体部11から曲げ内側に向かって突出した突出フランジ12とを長手方向に亙って有し、かつ、曲げ加工が施された中空押出形材10であって、突出フランジ12は本体部11の曲げ半径方向に略平行な方向に延出し、突出フランジ12の長手方向の一端には、前記延出した突出フランジ12の平坦面12aに対して略直交する方向に所定の高さを有し且つ長手方向に延設された屈曲部13を有したことを特徴とする。
(もっと読む)
塑性加工品、塑性加工品の製造方法、トーションビーム、トーションビームAssy、トーションビーム式サスペンション装置、トーションビームの製造方法
【課題】筒状部を有する材料に筒状部の外方から内方に向かう変位が成形された塑性加工品に関して、筒状部の周方向に作用する捻り力等の外力に対する疲労強度が向上可能な塑性加工品、この塑性加工品の製造方法、この塑性加工品の製造方法を応用して製造したトーションビーム、トーションビームAssy、トーションビーム式サスペンション装置、及びトーションビームの製造方法を提供すること。
【解決手段】サスペンション装置において左右のアームを連結するトーションビームの製造方法であって、素材管の長手方向に外方から内方に向かう変位を与えて前記略V字状又は略U字状とし、前記略V字状又は略U字状の閉断面に周方向の引張応力を付与して、前記略V字状又は略U字状を構成する材料の厚さ方向に分布する周方向の応力を均一に近づけ、スプリングバック後の残留応力が低減することを特徴とする。
(もっと読む)
構造用継手部材及びその製造方法
【課題】構造用継手部材の一部位を起点として枝分かれする複数の閉じた突出部を有し、かつ、複数の閉じた突出部の突出高さを、所望の高さ、例えば他部品を溶接等で連結するのに必要な高さを確保できる構造用継手部材を提供することを目的とする。
【解決手段】中空の主管部の外周面に少なくとも2つの閉じた突出部が一体成形されており、前記2つの閉じた突出部は、前記主管部の主軸まわりに45度以上135度未満の角度をなして配置され、前記2つの閉じた突出部の各端面の前記主管部への投影面である交差面のいずれもが、該交差面の一部分のみで、前記主管部の主軸に対して垂直な面を互いに共有し、前記交差面の一部分の面積が、前記交差面それぞれの面積に対して30%以上90%以下であり、かつ、前記2つの閉じた突出部それぞれの突出高さが0.3D以上であることを特徴とする(Dは、前記構造用継手部材の成形前の素管外径)。
(もっと読む)
ドア補強部材の製造方法及びドア補強部材
【課題】 容易かつ安価な、閉断面を有するドア補強部材に供給する。
【解決手段】 本発明は、折り曲げ線上に複数のスリットを備える金属板に対して、折り曲げ線に沿って閉断面とは反対側に折り曲げる工程と、折り曲げ線上に複数のスリットを備える金属板に対して、プレス加工により、折り曲げ線と略平行に、多角形のすべての角を形成する工程と、折り曲げる工程及びすべての角を形成する工程の後に、人力により折り曲げ線に沿って閉断面側に折り曲げることにより、閉断面を形成する工程と、を含むドア補強部材の製造方法に係る。
(もっと読む)
曲がり形状を有する閉断面構造部品の製造方法及び装置
【課題】従来では異形断面化と曲げとを同時に進行させることができない。
【解決手段】部品長手方向曲がりに対応する板長手方向曲がりを設け、フランジ部13に板幅両端部を対応させた2枚の金属板を、部品断面内での非溶接曲がり部及び溶接部11にそれぞれ対応する板部位に折目2が付くようにプレス成形し、次いで、その凸面側が外側となるように上下に重ね合わせて幅の左右両側でそれぞれ上下に向かい合わせたフランジ部対応部位の折目同士を長手方向に溶接して溶接部11を形成し、得られた閉断面構造体5を、左右一対の回転ロール40a,40b或いは更に下方の回転ロール40cでガイドして搬送しつつ、前記回転ロールのロール間隔の変更或いは更に前記回転ロールの昇降により、前記折目及び前記溶接部を起点として立体化させて目標形状の部品となす。
(もっと読む)
曲がり形状を有するフランジレス閉断面構造部品の製造方法及び装置
【課題】断面形状を変化させつつ、部品長手方向およびその垂直方向の曲がり、すなわち三次元形状を1回の成形で付与することが可能となり、金型数削減,組立て工程削減による製造工程簡略化の効果で、大幅なコストダウンを図る。
【解決手段】部品長手方向曲がりに対応する板長手方向曲がりを設け、部品溶接部11に板幅両端部を対応させた2枚の金属板を、部品断面内での非溶接曲がり部に対応する板部位に折目2が付くようにプレス成形し、次いで、その凸面側が外側となるように上下に重ね合わせて幅の左端同士、右端同士をそれぞれ長手方向に溶接して溶接部11を形成し、得られた閉断面構造体を、左右一対の回転ロール40a,40b或いは更に下方の回転ロール40cでガイドして搬送しつつ、前記回転ロールのロール間隔の変更或いは更に前記回転ロールの昇降により、前記折目及び前記溶接部を起点として立体化させて目標形状の部品となす。
(もっと読む)
閉断面構造部品の製造方法及び装置
【課題】成形工程や金型数の削減による製造コスト低減を図りつつ、底面部に曲面を有する曲がり形状の閉断面構造のプレス部品を寸法精度良く製造可能とすることを目的とする。
【解決手段】平板状の加工材Bを底面部B1が長手方向に沿って湾曲した閉断面構造に成形して閉断面構造部品を製造する方法である。上記加工材Bの少なくとも底面部B1位置に対し、それぞれが凹形状若しくは凸形状からなる第1の面外変形部10を上記長手方向に沿って複数形成すると共に、屈曲部B4を形成する第1成形工程と、上記加工材Bの底面部B1位置をパッド4とパンチ3で挟み込んだ状態で、上記パンチ3をダイ5の間に押し込むことで、パッド4とパンチ3とで上記第1の面外変形部10を押し潰すと共に屈曲部を曲げ成形する第2成形工程と、を備える。
(もっと読む)
ハット型成形品
【課題】天井部に加わる衝撃荷重に対する高い耐力(曲げ変形に対する高い抵抗)を有する、ハット型成形品を提供する。
【解決手段】ハット型成形品3は、互いに間隔を空けて対向する一対の縦壁部4と、各縦壁部4の一端縁間に架設される天井部5と、各縦壁部4の一端縁と反対側の他端縁から一対の縦壁部4の対向方向の外側に延びるフランジ部6とを一体的に備えている。各縦壁部4の途中部には、クランク状に屈曲することにより、天井部5の表面およびフランジ部6の表面と平行をなす段差面7が形成されている。そして、ハット型成形品3は、段差面7の幅cが0.1t√(E/σy)≦c≦10の関係を満たし(E:ヤング率、σy:鋼板の降伏強度)、かつ、天井部5の表面と段差面7との高低差eが1/5<e/H<4/10の関係を満たすように設計されている。
(もっと読む)
形材の接合構造
【課題】少ない構成部材で長尺の形材同士の接合が可能であって、その接合作業を容易に行うことができ、しかもがたつきの発生を防止することができる形材の接合構造を提供すること。
【解決手段】形材1同士を継手材10を介して互いに接合する形材の接合構造において、形材は、接合側端部に上部垂直片3と下部垂直片4によって狭隘開口状に形成される係合溝2が設けられる共に、上部垂直片と下部垂直片の内方側面に凹凸曲面からなる係合受け部7が形成され、継手材は、接合される形材同士の係合溝の開口部内に挿入可能な基部11と、該基部の上端及び下端の両側にそれぞれ突設されると共に、係合受け部に形成される凹凸曲面に摺接可能な凹凸係合面を有する係合片13と、を備え、形材同士の接合側端部を当接した状態で、係合溝の長手方向の一端側から継手材を挿入して、係合受け部に形成される凹凸曲面と係合片に形成される凹凸係合面を接触して係合する。
(もっと読む)
1 - 10 / 69
[ Back to top ]