
国際特許分類[B21D5/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 直線にそった金属板の曲げ,例.単純なカーブの成形 (659) | ラムとアンビルまたはアバットメントの間での曲げ (256)
国際特許分類[B21D5/01]に分類される特許
1 - 10 / 256
アームの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
円筒軸及び円筒軸の製造方法
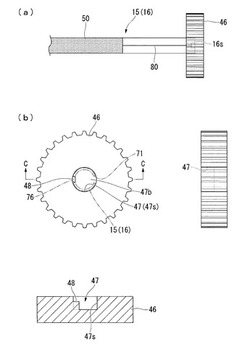
【課題】一端に形成される切欠部が繋ぎ目に悪影響を与えることのない円筒軸及び円筒軸の製造方法を提供する。
【解決手段】矩形金属板を円筒状にプレス曲げ加工して、矩形金属板の長手側端面同士を近接又は当接するように形成された円筒軸16において、軸方向の少なくとも一方の端部16sに、長手側端面同士の継ぎ目80を含んで形成される第一切欠部71と、第一切欠部71に対して円周方向反対側に形成される第二切欠部76と、を形成する。
(もっと読む)
円筒軸の製造方法及び印刷装置

【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
端子曲げ加工装置および半導体装置
【課題】表面を傷つけることなく、外部導出端子を90°折り曲げる。
【解決手段】半導体装置10に相対的に固定された側板100c1,100c2に対して押し下げ部材100dを下向きに移動させ、押し下げ部材100dの押し下げ面100d1aによって支持部材100b1の当接部100b1b3,100b1c3を押し下げ、姿勢を維持したまま、支持部材100b1および押し当て部材100a1を側板100c1,100c2のガイド溝100c1a,100c2aに平行に斜め下向きに移動させ、押し当て部材100a1の側面100a1bを、鉛直方向上向きに延びている外部導出端子10b1に当接させ、次いで、外部導出端子10b1が折れ曲がり始めると、押し当て部材100a1の橋絡面100a1cを外部導出端子10b1に当接させ、次いで、押し当て部材100a1の下面100a1aが外部導出端子10b1に当接する時に、外部導出端子10b1の折り曲げ角度が90°になる。
(もっと読む)
プレス金型
【課題】
負角部を有するプレス製品を離型する際に、プレス製品を変形させる虞をなくし、容易に離型することを可能とする。
【解決手段】
直角曲げ加工を行う直角曲げ刃と負角曲げ加工を行うスライドカムとを有する上型と、前記直角曲げ刃に対応する固定ダイとともに、前記スライドカムに対応する負角成形部分を独立させた可動ダイ及び前記スライドカムを案内するドライバーカムを有する下型と、直角曲げフランジ端面に当接してワークを下型から抜き出すパネルリフターとで構成し、ワークをプレス成形した後、直角曲げフランジ部分を前記パネルリフターにより離型方向へ移動させてワークを持ち上げるとともに、前記可動ダイを前記パネルリフターに同期させて離型方向へ移動させてワークを負角成形の加工方向とは逆方向に取り出すようにした。
(もっと読む)
長手方向に湾曲したハット型部材のプレス成形方法
【課題】縦壁方向(側面)から見てハット頭部が凸になるように設けた湾曲部のスプリングバックに起因する形状不良が発生しにくい長手方向に湾曲したハット型部材のプレス成形方法を提供する。
【解決手段】金属板を、高さhのハット型の断面形状を有し、縦壁方向(側面)から見てハット頭部が凸になるような湾曲部を有するハット型部材にプレス成形する際に、前記湾曲部のハット頭部の外側の曲率半径R1と前記湾曲部のフランジ部の内側の曲率半径R2とが、R1-R2 > hの関係を満足するように成形することを特徴とする長手方向に湾曲したハット型部材のプレス成形方法。
(もっと読む)
衝突性能に優れた車体用のプレス成形品およびその製造方法
【課題】ホットプレス工法や高周波焼入れなど熱処理を施さず、複数回の冷間プレスで部材強度を高めることができる車体用のプレス成形品の製造方法および衝突性能に優れた車体用のプレス成形品を提供する。
【解決手段】ダイとパンチの相対的な直進移動によって金属板をプレス成形することにより、車体用のプレス成形品を製造する方法において、前記金属板に曲げ加工を施して、前記金属板の長手方向の所定位置に曲げ加工部位を有する中間品を形成する工程と、前記中間品の前記曲げ加工部位を逆方向に曲げる曲げ戻し加工を施して、前記金属板の前記所定位置に加工硬化処理を行うと同時に、前記金属板をプレス成形して前記プレス成形品を形成する工程と、を具備してなることを特徴とする衝突性能に優れた車体用のプレス成形品の製造方法を提供する。
(もっと読む)
光学式測定装置、プレス機、部品組合せ方法
【課題】小型化可能で高精度な形状測定が可能な光学式測定装置を提供する。
【解決手段】レーザ光源201が出力したビーム状の測定用光216は第2円錐ミラー207によって放射状の測定用光に変換され、ケース101の第2開口部102を通って出力された後、測定対象物220で反射され、第1開口部103を通ってケース101内へ入り、第1円錐ミラー209によって反射された後、受光レンズ213を介して光検出素子214で検出される。処理部240は、光検出素子214で検出された測定用光に基づいて測定対象物の形状を算出する。
(もっと読む)
曲げ加工部材、レール状部材及び画像形成装置
【課題】曲げ加工部材の折り曲げ部を挟んだ両面において高精度な平坦精度を得ることができる曲げ加工部材、並びに、その曲げ加工部材を用いたレール状部材、及び、画像形成装置を提供する。
【解決手段】板材を折り曲げて成形される形状の折り曲げ部を有する曲げ加工部材において、前記折り曲げ部の凹面側の曲率半径rを前記板材の板厚t以下とするとともに、前記折り曲げ部の凸面側に前記折り曲げ部の長手方向に垂直な複数の溝を有し、前記溝は、折り曲げ部を挟んだ両面側に開口し、底部が前記両面側の開口を結んだ直線状に形成され、前記溝の直線状の底部の長さLが前記曲率半径rの2倍よりも大きく、前記溝の最深部の深さdが前記板材の板厚tよりも小さい。
(もっと読む)
板金製のステージ装置
【課題】信頼性を損なうことなく薄型化を達成可能なステージ装置を提案すること。
【解決手段】XYステージ装置1は、板金製のベース板2の上にX軸方向にスライドする板金製のX軸ステージ板3が搭載され、この上にY軸方向にスライドするY軸ステージ板4が搭載された構造となっている。金属製の薄板材料を用いて精密板金加工により薄型のX軸ステージ板3、Y軸ステージ板4を製造し、その周囲四辺の部分を裏面側および表面側に2回曲げることで、板金製のX軸ステージ板3、Y軸ステージ板4に強度および精度をもたせるようにしている。信頼性を損なうことなく、板金製の部品を用いてXYステージ装置の薄型化を達成できる。
(もっと読む)
1 - 10 / 256
[ Back to top ]