
国際特許分類[B21D51/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700)
国際特許分類[B21D51/16]の下位に属する分類
容器,例.管,大桶,タンク,下水溜めまたは類似のもの (98)
高圧力容器,例.ボイラー,壜 (5)
缶または錫缶;これの永久的な密封 (347)
圧潰可能なものまたは類似の薄肉管,例.歯みがき用のもの (1)
罐,錫罐,バス,壜,または他の容器の入口または出口設備の製造;罐の端部の製造;閉止具の製造 (156)
箱,タバコケース,または類似のもの (1)
カートリッジケース,例.弾薬用のもの,エアシュートでの書類の運搬のためのもの
国際特許分類[B21D51/16]に分類される特許
1 - 10 / 92
多角形断面部材の電磁成形方法
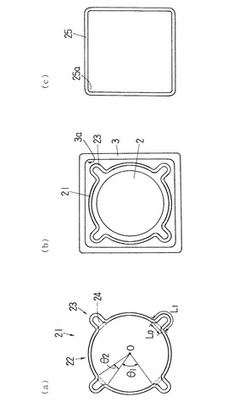
【課題】筒状の周壁を有するアルミニウム合金素材を電磁成形で拡管し、多角形断面の部材を成形する場合に、断面のコーナー部のRをより小さく成形できるようにする。
【解決手段】アルミニウム合金素材21の断面が、略円形の基本断面24の周方向に沿った複数の円弧状領域22と、円弧状領域22に挟まれた複数の凹凸領域23からなる。凹凸領域23では、周壁が基本断面24から外れて外向きに突出し、各凹凸領域23の周壁の周長L1は、同領域が基本断面24の周方向に沿って円弧状に形成された場合の周長L0より長い。各凹凸領域23は金型3のコーナー部3aに対向して配置される。電磁成形用コイル2がアルミニウム合金素材21の中に配置される。
(もっと読む)
多方管継手の製造方法

【課題】作業環境や鉛公害の問題を改善した多方管継手の製造方法を提供する。
【解決手段】銅管1内に、棒状の樹脂材2を挿入する工程と、金型内部の成形室に銅管1をセットする工程と、銅管1の両端部から樹脂材2を介して加圧することで、銅管1の中間部を膨出させる工程と、膨出した部分の先端部をカットする工程と、樹脂材2を粉砕して、銅管1内から除去する工程と、を有する。
(もっと読む)
プレス加工装置及び中空ラックバーの製造方法
【課題】中空鋼管に平坦部を形成するためにパンチで押し付けた場合であっても、異形に変形したり、型が割れる等の不具合を防止すること。
【解決手段】水平方向に開くとともに、前記中空鋼管が挟持される左右型31,32と、左右型31,32の上部に配置され、上方からの押圧力を前記左右型を閉める方向への押圧力に変換するテーパ面31b,32b及び41a,41bと、左右型31,32に挟持された中空ラックバー10の上部に平坦部11aを形成するパンチ43と、パンチ43を上下動させる押圧機構52と、押圧機構52と独立して上下動し、テーパ面31b,32b及び41a,41bを介して押圧する固定加圧機構51とを備えている。
(もっと読む)
段差付き角パイプの製造方法
【課題】管端を連結して用いられる建築用角パイプとして、簡便な装置と単純な製造工程により、外観が良好な段差付き角パイプを低コストで得る。
【解決手段】断面が矩形の角パイプの管端四面に被加工角パイプの長手方向に平行なV溝を設けて蛇腹状にした後、V溝を設けた各面を表面が平らな平ロールで加圧して角パイプの管端を縮径する。
管端四面でのV溝の形成は、角パイプの縮径箇所の内側にV字状の凹面が形成されている内金型を挿入し、その凹面に相対する位置にV字状の突起を表面に有するV字状ロールを角パイプの外側に配置して、そのV字状ロールを角パイプの各面へ押付けることによりなされる。
(もっと読む)
段差付き角パイプの製造方法
【課題】管端を連結して用いられる建築用角パイプとして、簡便な装置と単純な製造工程により、外観が良好な段差付き角パイプを低コストで得る。
【解決手段】断面が矩形の角パイプの管端四面に被加工角パイプの長手方向に平行なV溝を設けて蛇腹状にした後、V溝を設けた各面を表面が平らな平面外金型で加圧し、角パイプの管端を縮径する。
管端四面でのV溝の形成は、角パイプの縮径箇所の内側にV字状の凹面が形成されている内金型を挿入し、その凹面に相対する位置にV字状の突起を表面に有すV字状外金型を角パイプの外側に配置して、そのV字状外金型を角パイプの各面へ押付けることによりなされる。
(もっと読む)
銅管とステンレス鋼管の接続体及びその製造方法
【課題】従来、熱交換器用の配管としても散られている銅管とアルミニウム管の接続体のアルミニウム管に替えてステンレス鋼管を用い、接合部における高い気密性と接合強度を有するばかりでなく、外力を受けても接合部のみならず配管全体の耐変形性に優れた銅管とステンレス鋼管の接続体を提供する。
【解決手段】銅管の端部にステンレス鋼管のシーリング材を塗布した端部を、又はステンレス鋼管の端部に銅管のシーリング材を塗布した端部を挿入嵌合する。
好ましくは、当該挿入嵌合部にその外周面側からの機械加工により凹凸部を設ける。
(もっと読む)
芯金及び中空ラックバー
【課題】中空素材の歯形成面と反対側に位置する背面側のR形状の作りこみを歯成形と同時に行うととともに、短尺型であっても中空部内での倒れを防止して円滑な加工を行うこと。
【解決手段】パイプPの中空部の最小断面領域よりも小さい最大断面領域を有する棒材11と、棒材11の軸方向に設けられ、金型側に配置される突起部21〜23とを備え、棒材11の突起部21〜23とは反対側に位置する背面部には、パイプPを外周面側から案内するための案内部材との摺動面に対応する範囲にわたって外周押圧面14が形成されている。
(もっと読む)
ラックバー及びその製造方法
【課題】 高い精度でかつ安価にラックバーを製造できるようにする。
【解決手段】 鋼管(10)の穴に埋込芯金(14)を装着したままラック歯成形部を鍛造したラックバー及びその製造方において、埋込芯金(14)が鋼管(10)よりも軟質の金属で作られる。埋込芯金(14)の表面に波形が形成される。その波形は、底部(20)を大きく、頂部(22)を幅狭にした形状にする。
(もっと読む)
鋼管杭の継手構造および継手付き鋼管杭
【課題】 上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える鋼管杭の継手構造、および継手付き鋼管杭を提供する。
【解決手段】 互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
(もっと読む)
異形筒体の成形方法及び成形装置
【課題】断面形状が三角形状を含む異形筒体を成形することができ、且つしわや波打ちのない異形筒体を成形するための方法と装置を提供する。
【解決手段】円筒状の金属筒体10から角部1aが曲線状に成形されると共に角部1aと角部1aを結ぶ辺1b、1cが直線状又は曲線状に成形された異形筒体1を成形する方法であって、異形筒体1の各角部1aに対応させた複数のスライダーダイ11を配置すると共に、側面12bが異形筒体1の辺部1b、1cに対応する形状を持ち複数のスライダーダイ11を半径方向に移動させるドライバーダイ12を配置し、スライダーダイ11の外周に金属筒体10を設置した後、ドライバーダイ12を金属筒体10の軸方向に駆動して各スライダーダイ11を半径方向に移動させて金属筒体10の内周面に圧接させて拡径すると共にドライバーダイ12の側面12bを金属筒体10の内周面に圧接させることによって異形筒体1を成形する。
(もっと読む)
1 - 10 / 92
[ Back to top ]