
国際特許分類[B21D51/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347)
国際特許分類[B21D51/26]の下位に属する分類
縦方向の折目にそっての巻締め
円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/26]に分類される特許
1 - 10 / 280
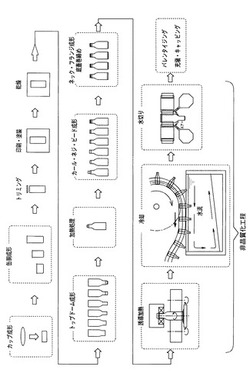
ボトル型缶の製造方法およびボトル型缶
【課題】発泡性ワインなどの腐食性の強い内容物に対しても適用できるボトル型缶を提供する。
【解決手段】被覆金属薄板を打ち抜いて成形したカップから有底円筒体を成形する缶胴成形工程と、前記有底円筒体から肩部および口頸部を成形するトップドーム成形工程と、前記口頸部にカール部およびねじ部および環状ビード部を形成するカール・ねじ・ビード成形工程と、缶胴に底蓋を巻き締める底蓋巻締め工程とを備えるボトル型缶の製造方法において、前記カール・ねじ・ビード成形工程後の缶体に対して、前記口頸部の前記熱可塑性樹脂被膜層を非晶質化させる工程を備えている。
(もっと読む)
樹脂被覆金属シームレス缶の製造装置

【課題】絞りしごき成形またはしごき成形している間の潤滑性能を得ることのできる樹脂被覆金属シームレス缶の製造装置1を提供する。
【解決手段】少なくとも缶外面となる面に樹脂が被覆されかつ両面に潤滑剤が塗布されて絞り成形された樹脂被覆金属板からなるカップ体2を、パンチ3と該パンチ3が進行する方向に複数設けられたダイス5,6,8とによって、ドライ状態でしごき成形または絞りしごき成形する樹脂被覆金属シームレス缶の製造装置1において、前記ダイス5,6,8同士の間に、前記カップ体2の外周面に潤滑剤を塗布する潤滑剤塗布装置7が設けられている。
(もっと読む)
容器の処理装置
【課題】処理の品質や効率等を向上させる事が出来る容器の処理装置の提供を目的とする。
【解決手段】容器の処理装置の加熱装置1は、缶体10に加熱処理を施す高周波誘導加熱手段3へ缶体10をボトム吸着手段21に吸着させて供給するメインターレット2、缶体10をメインターレット2に供給する容器供給ターレット5、及びメインターレット2の受け取り領域に設けられた補助ターレット4を有し、補助ターレット4が、受け取り領域において、缶体10のボトム吸着手段21へのセンターリングを行う構成としてある。
(もっと読む)
金属缶
【課題】意匠性の高い金属缶を提供する。
【解決手段】金属缶10の缶胴11の外周面11aに単位エンボス模様1Aが設けられる。単位エンボス模様1Aは、単位エンボス模様1Aの外周縁に形成された最外周折曲線2と、最外周折曲線2の内側の中央部に配置された第1セル面3と、第1セル面3の外周縁に形成された第1折曲線4と、最外周折曲線2の内側における第1折曲線4の外側に配置された複数の第2セル面5と、を備える。複数の第2セル面5は、互いに隣接する第2セル面5,5同士が第2折曲線6を介して互いに折曲している。缶胴11の基準外周面11zに投影した各第2セル面5の幅Wは1.5mm以上である。缶胴11の基準外周面11zに投影した第1セル面3の面積Aは、缶胴11の基準外周面11zに投影した第1セル面3の面積Aと複数の第2セル面5の総面積Bとの合計面積A+Bに対して0.1〜0.5倍である。
(もっと読む)
容器
【課題】網を別に用意することなく、塗装用ローラについた塗料の量を調整することができる容器を提供する。
【解決手段】塗料を入れるために使用することができる容器10は、開口部12と開口部12の周りにある縁部とを有する上部14と、容器10の底に位置する底部16と、側部18とを備えている。容器10の開口部12は、別の容器10を重ねることができるような広さを有している。このため、容器10を重ねることができ、容器10の販売や運搬の際に、余分なスペースを取られることがない。容器10の側部は4つの面を有し、側部18の1つの面には少なくとも1つの突起部20が設けられている。突起部20は、塗料を塗るもの、例えば塗装用ローラ、刷毛、ブラシ等に付いた塗料の量を調整するために使用される。
(もっと読む)
予備フラップ形成加工を伴う金属包装容器用の加工装置
【課題】簡素で、効率的で、経済的なプロセスを可能とする、予備フラップ形成加工を伴う金属包装容器用の加工装置を提供する。
【解決手段】パイプ1が、コンベヤロール駆動型のコンベヤ2によって、ウォームコンベアシステム4がある装置入力点3にまで垂直に搬送される。前記ウォームコンベアシステム4は、垂直配置の回転軸周りで回転する入力スター6とともにギヤによって、水平配置の自身の回転軸周りで同期して回転する。垂直配置のパイプ1は、入力スター6によって予備フラップ形成加工のステーション7へ移送される。このステーション7では、パイプの予備拡張1A、1Bがなされ、予備フラップおよび缶本体のロックがなされる。
(もっと読む)
拡開缶胴の製造方法
【課題】複数の割型工具を用いて滑らかな外表面の拡開缶胴を得ることができる拡開缶胴の製造方法を提供する。
【解決手段】複数の割型工具3を収束状態で缶胴1内部に挿入した後、各割型工具3を放射状に外側へ移動させることにより、各割型工具3の押圧面4により缶胴1の内周面を押圧して缶胴1を所定外径に拡開させる第1の拡開成形工程を行う。次いで、缶胴1の内周面から各割型工具3を離反させた後に缶胴1の周方向に缶胴1又は各割型工具3を回転移動させて、拡開痕14に割型工具3の押圧面4を対向させる押圧位置変更工程を行う。続いて、押圧位置変更工程により変更された位置で各割型工具3を放射状に外側へ移動させることにより、缶胴1の内周面における各拡開痕14を各割型工具3の押圧面4により押圧して缶胴1を所定外径に拡開させる第2の拡開成形工程を行う。
(もっと読む)
角形状缶の製造方法及び缶成形装置
【課題】胴部にビードが形成された角形状缶を、搬送ライン内にて搬送しながら効率的に製造することが可能な角形状缶の製造方法及び缶成形装置を提供すること。
【解決手段】略四角形状に形成された側壁部W2の開口に端板を接合してなる角形状缶の筒体の胴部にビードを成形する缶成形装置であって、搬送ラインと、前記搬送ラインで搬送される筒体W11の前記側壁部W2内側に配置される内ビードローラ11と、前記筒体W11の前記側壁部W2外側に配置されるとともに前記側壁部W2を挟んで前記内ビードローラ11と対向可能に配置される外ビードローラ12とを備え、前記内ビードローラ11と前記外ビードローラ12は、回転ながら協働して前記側壁部W2を押圧して、前記側壁部W2にビードを成形することを特徴とする。
(もっと読む)
エアゾール容器及びその製造方法
【課題】温水検査での擬似漏洩を無くすことができ、しかも製造が容易で蓋材の塗料等に対する負担も小さく密封性に優れたエアゾール容器を得る。
【解決手段】天蓋のビード開始部5に、円周周上に沿って1以上の軸方向凹み7を上型20と下型30で上下より加圧することにより間欠的に形成して、ビード開始部に最接近距離で対向するビード終了端側とビード開始部との間に微細なガス抜き用隙間を形成した。
(もっと読む)
エアゾール缶の缶本体を製造する装置及び方法
【課題】円筒壁と径のより小さいネック部とを備えた缶本体を1つの加工方向での1回の加工ストロークで製造することができる装置及び方法を提供する。
【解決手段】装置(10)は、加工ストロークの第1の段階における丸い円盤状又は板状素材(32)からのカップ部の深絞りのため使用される駆動可能な絞りリング(27)を有している。この第1の段階の終了後、カップ部は、しごき加工マンドレル(59)を用いてしごき加工チャネル(38)の中へ絞り込まれ、そして、しごき加工されたワークピースに形成される。最終的に、ストレッチフォーミング加工マンドレル(58)は、しごき加工マンドレル(59)のガイド凹部(60)から外に出され、加工ストロークのストレッチ絞り段階において、ドーマー(45)のフォーミング加工窪み部(48)と連動して、ネック部の少なくとも一部分を形成する。
(もっと読む)
1 - 10 / 280
[ Back to top ]