
国際特許分類[B21D51/38]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 罐,錫罐,バス,壜,または他の容器の入口または出口設備の製造;罐の端部の製造;閉止具の製造 (156)
国際特許分類[B21D51/38]の下位に属する分類
出口開口の製造,例.栓口 (2)
密封具の製造,例.蓋 (117)
国際特許分類[B21D51/38]に分類される特許
1 - 10 / 37
エアゾール容器、そのビード部成形工具及びエアゾール容器製造方法
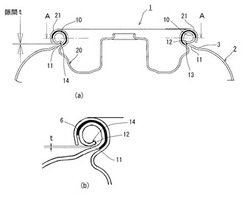
【課題】温水検査での擬似漏洩を無くすことができ、しかも製造が容易で蓋材の塗料等に対する負担も小さく密封性に優れたエアゾール容器、その製造方法とビード部成形工具を提供する。
【解決手段】マウンテンカップ20をクリンチして取り付けるビード部10は、マウンテンカップをクリンチした状態でその先端部がビード開始部11に接触状態になる閉塞部13と、該閉塞部間に部分的にガス抜き用隙間tを形成するうねり部14からなり、該うねり部14は円周方向中央部の断面形状がクロソイド曲線に沿った曲線面となり、ビード部10の内方に向かって凹み、周方向になだらかに繋がっている。
(もっと読む)
金属製缶の密封リップ加工装置及び前記加工装置により加工された金属製缶

本発明は、金属製缶の密封リップ加工装置及び前記加工装置により加工された金属製缶に関するものであって、昇降手段により昇降され、下方に弾性的に圧力を付与する加圧ブロックと、前記加圧ブロックの圧力により下方に順次に移動し、ベースの段差構造に段階的に係り止めて拘束される結合関係の連動手段と、前記連動手段の移動により連動しながら内側及び外側で金属製缶のボトルネックに密封リップをプレス加工するリップ加工体と、を含む金属製缶の密封リップ加工装置を提供し、前記金属製缶の密封リップ加工装置によりビーディング部にノッチ溝が加工された金属製缶を提供する。 (もっと読む)
金属容器の製造方法
本発明は、金属板から垂直半部材をスタンピングすることによる金属容器の製造方法に関するものである。本発明による製造方法は、具体的には、金属板から少なくとも第1垂直半部材および第2垂直半部材をスタンピングするステップと、少なくとも容器を形成する前記第1垂直半部材および第2垂直半部材を接着するステップと、容器の開口部に表面仕上げを施して、容器を密閉または選択的に再密閉するために用いる封止部材を適用可能とするステップによって、金属容器を製造する方法に関するものである。容器は、一体の製品であり、液体や気体を出し入れするための開口を一方の端部に有し、容器の垂直壁部および底部に沿って、第1容器半部材と第2容器半部材とが接する継ぎ目を有する。 (もっと読む)
ドラム缶等容器のフランジの装着方法、および装着装置
【課題】ドラム缶等容器の天板のフランジ固定部にフランジを装着する方法で、フランジ筒部の高さの中央部の座屈を生じることなく、天板のフランジ固定部にフランジをしっかりと確実に装着する方法を提供する。
【解決手段】ドラム缶等容器の天板1のフランジ固定部10にフランジ2を、これの筒部上端部4aのカール工程の実施により装着する際に、フランジ2の筒部4の座屈が生じるおそれがある部分を、カール前に、座屈防止用割型21で内側より押えて支持しておき、この状態でフランジ筒部4の上端部4aのカール工程を実施することにより、フランジ筒部4の高さの中央部に座屈を生じることなく、天板1のフランジ固定部10にフランジ2をしっかりと確実に装着する。
(もっと読む)
治具ユニット及びこれを用いた円周溶接装置
【課題】 ドラム缶等の天板に口金をシールドガスの雰囲気中でアークにより円周溶接する際に、アークの強烈な光を遮蔽すると共に、溶接部のシールド効果を高められるようにする。
【解決手段】 ドラム缶等の天板50の開口50a周縁部に口金51をシールドガスGの雰囲気中でアークにより円周溶接する際に用いる治具ユニット2であって、治具ユニット2は、天板50及び口金51を支持する下部治具2′と、下部治具2′との間で天板50の開口50a周縁部近傍を挾持固定する上部治具2″とから構成され、上部治具2″は、天板50の開口50a周縁部近傍に当接する環状の上部クランプ16と、上部クランプ16内に水平回転自在に配設され、溶接用トーチ28の先端部が挿入されるトーチ挿入用穴17aを有し且つ天板50と口金51の溶接個所周辺に溶接用トーチ28から放出されるシールドガスGを溜めるためのシールドガス空間Sを形成する円盤状の蓋体17とから成る。
(もっと読む)
ねじ付金属ボトル容器の製造方法及び製造装置。
【課題】 ねじ部、スカート部下方の部位の皺発生防止、及び皺から割れへの拡大防止を図った、ねじ付金属ボトル容器の製造方法及び製造装置。
【解決手段】
金属材料からインパクト加工、絞り加工又は絞りしごき加工によって造られ、かつ容器本体の口部にねじ部が形成される、ねじ付金属容器の製造方法において、口部のねじ部下側にスカート部を形成するために、スカート部下部の口部外周面に、スカート加工ロールを押圧し回転することにより、口部に凹部を形成することを特徴とするねじ付金属ボトル容器の製造方法。
(もっと読む)
オイルパンの製造方法
【課題】ダイスの強度不足等を回避することができるオイルパンの製造方法を提供する。
【解決手段】ボス取付孔4の中心軸線4aの方向を定めるダイス穴2aの中心軸線2bを、オイルパン底壁11に対して傾け、ダイス穴2aの中心軸線2bがオイルパン周壁1から離れるほどオイルパン底壁11から離れるようにすることにより、ダイス穴2aとオイルパン底壁11との間に位置するダイス底部2cの肉厚が、オイルパン周壁1から離れるにつれて増加するようにし、ドレインボス5の取付姿勢をボス取付孔4の中心軸線4aに対して傾けることにより、ドレインボス5が水平な姿勢となるようにし、ボス取付孔4は、ドレインボス5を取り付ける前の孔あけ加工により、ボス取付孔4の中心軸線4aに対して傾けた取付姿勢のドレインボス外周面9に沿う形状に形成している。
(もっと読む)
ボトル缶
【課題】ボトル缶の口金部の開口端部とキャップとの密着性を高め、充填される飲料が外部へ漏出するのを防止し、且つ中栓の製作費用を低減することができるボトル缶を提供することにある。
【解決手段】口金部3の内側に泡立てのための中栓5が装着可能なボトル缶10において、前記口金部3のカール部7とネジ部との間には、前記ボトル缶10の軸線に直交する径方向内方に向かって突出する中栓5係止用の突出部8が設けられていることを特徴とする。
(もっと読む)
樹脂フィルムラミネート缶の加飾ラベル装着方法
【課題】樹脂フィルムラミネート缶への加飾ラベルの効率的な被覆方法を提供する。
【解決の手段】被処理金属板の表裏に熱可塑性樹脂をラミネートし、該ラミネート処理金属板の表裏に高温揮発性の潤滑剤を塗布した後に、打ち抜き、少なくとも絞り加工を行って樹脂フィルムラミネート缶とし、
該樹脂フィルムラミネート缶へ熱収縮性の加飾ラベルを被せた後、加熱処理することによって、該高温揮発性の潤滑剤を揮発除去しつつ、該熱収縮性の加飾ラベルを缶へ熱収縮被覆させることを特徴とする。
【効果】ラミネート処理金属板の表裏に塗布された高温揮発性の潤滑剤を、熱収縮性の加飾ラベルを加熱により被覆するのと同時期に同じ加熱処理により除去することで、高温揮発性の潤滑剤の除去と熱収縮性の加飾ラベルの被覆を同時に行えるため、消費エネルギーや工程数が削減できるため効率的である。
(もっと読む)
ボトル缶体の製造装置及びボトル缶体の製造方法並びにボトル缶
【課題】口金部に形成された雄ねじ部の下方に位置するスカート部を高精度に形成することができるボトル缶体の製造装置及びボトル缶体の製造方法を提供することにある。
【解決手段】口金部に、雄ねじ形成予定部4cと、雄ねじ部形成予定部4cの下端に連設され径方向外方に膨出したスカート形成予定部4bとを備えたボトル缶体5に、雄ねじ部6とスカート部7とを形成する装置10であって、口金部の内側及び外側に各々配置され、雄ねじ形成予定部4cに雄ねじ部6を形成するねじ成形駒11と、ねじ成形駒11の缶軸方向下方に配設されるとともに、口金部の内側及び外側に各々配置され、スカート形成予定部4bにスカート部7を形成するスカート成形駒12とを備え、口金部のうち、ねじ成形駒11とスカート成形駒12との缶軸方向における間に位置するスカート形成予定部4bの缶軸方向上部を拘束する拘束部17を備えている。
(もっと読む)
1 - 10 / 37
[ Back to top ]