
国際特許分類[B21D53/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 熱交換器,例.ラジエータ,コンデンサー (276)
国際特許分類[B21D53/02]の下位に属する分類
金属板からのもの (78)
金属管からのもの (62)
金属管と金属板両方のもの (113)
国際特許分類[B21D53/02]に分類される特許
1 - 10 / 23
熱交換器
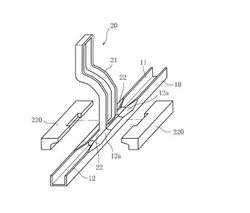
【課題】支持枠部材の縁部をかしめ処理しただけで、車両側への組付けに用いる取付け用ブラケットが確実に固定され、しかも簡易に製造できる熱交換器を提供する。
【解決手段】コア部の周縁に配置される補強用の支持枠部材(10)と、この支持枠部材に一部が固定され、車両側への取付け部材となる取付け用ブラケット(20)とを備えた熱交換器であって、支持枠部材(10)は横断面形状が略コ字状で溝部(11)が延在する長尺部材であり、前記ブラケット(20)の一端側にはブラケット本体(21)から溝部内で長手方向(LD)に沿うようにフランジ(22)が設けてあると共に、該フランジの上面には長手方向において傾斜した傾斜部が設けてあり、支持枠部材が、支持枠部材の縁部(12)をかしめてフランジ(22)を上方側から包み込むように固定してあると共に、かしめられ変形した前記縁部(12)が、長手方向においてフランジの傾斜部に倣って傾斜面(12a)を形成している。
(もっと読む)
熱交換器の製造方法

【課題】熱交換器の製造において、組み立てを簡単に行なえるようにし、もって製造コストを抑制する。
【解決手段】凹面部95を有する一対の第1プレート801と第2プレート802とが重ね合わされる。重ね合わせた周縁部84を巻締めによって接合することにより、扁平管20が形成される。低圧流体が流れる扁平管20と高圧流体が流れる扁平多穴管40とが交互に積層されて接合される。
(もっと読む)
熱交換器の製造方法および製造装置
【課題】フィンの変形や、フィンピッチの乱れ等が生じることがなく、しかも安価な製造コストで且つ迅速に製造することができる熱交換器の製造方法及び製造装置を提供する。
【解決手段】装着すべきフィンに対して相対的に、チューブ1をその長さ方向に所定速度で連続的に若しくは所定ピッチで間歇的に移動させてフィンを装着する熱交換器の製造方法、及びフィン保持部121に保持したフィンのチューブ挿入溝をチューブ1に嵌合させてフィンをチューブ1の外周面に装着し、且つ、チューブ1とフィン保持部121との相対的移動に対応してフィンの装着を順次行うことにより複数枚のフィンをチューブ1の外周面に所定間隔で装着するようにした熱交換器の製造装置である。
(もっと読む)
伝熱部材の製造方法および伝熱部材
【課題】 短時間に材料表面に凹凸構造を形成すること。
【解決手段】 高密度エネルギービーム照射装置10を用いて高密度エネルギービーム11を材料1の表面に照射して穴2を形成する処理を当該表面に沿った方向に一定以上のピッチをおいて繰り返し行うことにより、表面に凹凸構造を有する伝熱部材を製造する。
(もっと読む)
処理を行うための装置で使用する表面改善壁部を形成する方法、表面改善壁部、及び、表面改善壁部を組み入れた装置
処理を行うための表面改善壁部を形成する方法が開示されている。この方法は、両側に初期表面を有する1本の材料を用意するステップであって、前記材料が、その表面の間の実質的に中ほどに位置する長手方向中心線を有し、前記初期表面の各々が初期面密度を有する、ステップと、面密度を有する2次模様を前記初期表面の各々に型押しして、前記材料をゆがめるステップと、面密度を有する1次模様をこのようなゆがめられた表面の各々に型押しして、前記材料をさらにゆがめ、且つ、各々の前記表面の面密度をさらに増大させるステップとを広く含む。 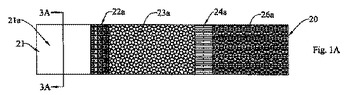 (もっと読む)
(もっと読む)
伝熱器管および伝熱器管の製造方法
【課題】 伝熱器管を伝熱特性に関し改良し、この種の伝熱器管の製造方法を提供することである。
【解決手段】 管軸線と、管壁と、管外面と、管内面とを備えた伝熱器管に関わる。管壁から、連続的に延在し且つ軸線平行にまたは螺旋状に周回するように延在する内側フィンが管内面に成形されている。各内側フィンは2つのフィン側面部と1つのフィン先端部とを有している。それぞれ隣接しあっている内側フィンの間には、連続的に延在する溝が形成されている。フィン先端部は規則的な間隔で反復する隆起部を有し、該隆起部は実質的に切頭角錐状の形状を有している。本発明による解決手段によれば、1つのフィン側面部からフィン先端部への移行エッジによって定義される輪郭線に沿って、この領域で前記フィン側面部から連なっている突出部が形成されていることにより、内側フィンのフィン側面部は半径方向に盛り上がっていることとし、さらに、伝熱器管を製造するための方法とする。
(もっと読む)
管材接合器、および管材接合方法
【課題】 接合部分の接合力を確保することができる管材接合器、および管材接合方法を提供すること。
【解決手段】 第1部材11の内周に挿入される側の一端を縮径して形成した縮径部24を有するインナーパンチ21と、インナーパンチ21を軸方向に貫通する中空部26と、縮径部24の外周面に突出したクサビ状の凸部25と、中空部26を軸方向に進退自在に摺動し、縮径部24側に摺動したときに縮径部24を拡径させる芯材28と、を設けた。
(もっと読む)
チタン板のプレス成形方法
【課題】プレス成形時にV字状のプレスパターンの頂点に割れが発生することがなく、プレス成形性に優れたチタン板のプレス成形方法を提供することを課題とする。
【解決手段】質量%で、Feを0.15%以下(0%を含まない)、Oを0.15%以下(0%を含まない)含有するチタン板をプレス成形して、前記チタン板にV字状のプレスパターンを形成するチタン板のプレス成形方法であって、前記チタン板のα相(六方晶)のC軸の集積度が高い方向をA方向、その直交方向をB方向としたとき、V字状のプレスパターンの頂点方向をA方向として前記チタン板に前記プレスパターンを形成する。
(もっと読む)
リフレア加工装置、リフレア加工用金型及びリフレア加工方法
【課題】冷却洗浄液を用いるリフレア加工を行うリフレア加工装置の提供
【解決手段】リフレアパンチ11は、内部に冷却洗浄液が流れる冷却洗浄液供給路R1を有している。冷却洗浄液供給路R1は、供給路R3及び4本の供給路R5を有している。供給路R3は縦方向の中心軸に沿って、供給路R5は半径方向に向かって、それぞれ形成されている。リフレアパンチ11では、内部の冷却洗浄液供給路R1から、先端部T11の冷却洗浄液供給孔K11を介して冷却洗浄液を先端部T11の外周面S11に供給する。外周面S11から供給された冷却洗浄液は、嵌合部11がアルミプレート21の立ち上げ部C21と嵌合していくのにあわせて、立ち上げ部C21との隙間を通って中間部T13の外周面S13へと流れていく。よって、冷却洗浄液の流れと共に、先端部T11、中間部T13に付着している加工粉を除去することができ、加工粉に基づく金型の焼き付きを防止できる。
(もっと読む)
放熱装置のフィンの緊密な結合方法
【課題】パンチピンまたはナイフの破損を減少すると共に、製造コストを抑え、同時に現在の形状が多様化した放熱装置のニーズを満たすことができる、放熱装置のフィンの緊密な結合方法の提供。
【解決手段】放熱装置3のフィン31の緊密な結合方法は、放熱装置3が熱伝導性のベース座体20とフィンセット30を含み、そのうちベース座体20の表面に複数の凹部と、2つの凹部間に設けられたガイド溝が形成され、フィンセット30は複数のフィン31を備え、さらに内部空間41と圧迫端部42を備えた成型金型40を提供し、加圧緊密結合工程を行うとき、成型金型40と放熱装置3を相対させて押し、放熱装置3を成型金型40の内部空間41に嵌入させ、圧迫端部42を軸方向にガイド溝に挿入させ、凹部を圧迫して変形を生じさせ、変形した凹部がフィン31をかしめて緊密に一体として結合する。
(もっと読む)
1 - 10 / 23
[ Back to top ]