
国際特許分類[B21D53/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 熱交換器,例.ラジエータ,コンデンサー (276) | 金属管からのもの (62)
国際特許分類[B21D53/06]に分類される特許
1 - 10 / 62
熱交換器およびその製造方法
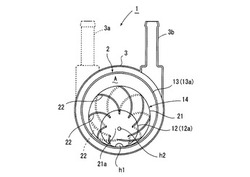
【解決手段】 熱交換器としてのEGRクーラー1は、内側管体2を流通する排気ガスGを外側管体3を流通する冷却液Cによって冷却するものとなっている。
上記内側管体2における小径部12a、13dおよび大径部13aの中心軸を偏心させて、小径部の所要の頂部と大径部の所要の頂部とが軸方向に整列し、かつプレート部21の所要の頂部を上記大径部の所要の頂部に当接させる。
またプレート部および連結部は、上記小径部の中心軸が貫通する位置を同じ方向に突出させた略円錐形状に形成され、上記プレート部における円錐形状の頂部と、当該プレート部における上記大径部との当接する部分にそれぞれに水抜き孔h1、h2を設けている。
【効果】 冷却効率が高いとともに圧力損失が少なく、かつ水分による腐食を防止することが可能な熱交換器を提供する。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置

【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、捻れ角の大きい内面螺旋溝を形成することが可能な生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝が周方向に間隔をおいて形成された管材11を、送りフィーダ21を用いて送り出しながら、管材11の外径と略同寸法の内径のガイド孔24(管材11の外径と略同寸法の内径の少なくとも半円状断面のガイド溝)を有し、且つ螺旋の一部を構成するように円弧状に設けられたガイドレール23に挿入することにより、コイルばね状に形成するコイルばね形成工程と、そのコイルばね状に形成された管材11のコイル軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、管材11に捻りを加える抜取り工程とを有する。
(もっと読む)
熱交換器およびその製造方法
【解決手段】 熱交換器としてのEGRクーラー1は、内側管体2を流通する排気ガスGを外側管体3を流通する冷却液Cによって冷却するものとなっている。
上記内側管体2は、円筒状の小径部12aおよび大径部13aと、これらを連結するリング状の連結部12b、13bと、上記大径部13aに収容されて上記排気ガスを整流する整流手段14とから構成されている。
そして上記小径部12aおよび大径部13aの軸方向をそれぞれ略水平方向を向くように配置するとともに、小径部12aおよび大径部13aの下端部が軸方向に整列するようにこれらの中心軸を偏心させて配置し、さらに上記整流手段14を構成するプレート部21の下端部に水抜き孔21aを設けている。
【効果】 冷却効率が高いとともに圧力損失が少なく、かつ水分による腐食を防止することが可能な熱交換器を提供する。
(もっと読む)
熱交換器の製造装置
【課題】地中の広いエリアに亘って採熱/放熱を行うことができると共に、熱交換効率を向上させることができるように構成された地中熱ヒートポンプシステム用の熱交換器を効率良く製造する熱交換器の製造装置を提供する。
【解決手段】2本のチューブ3,4からなる一対の整列巻管7aと、一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置20であって、2本のチューブのそれぞれが巻回された2組のリール体1a,2aを設置可能な2台の巻管繰出機1,2と、2台の巻管繰出機からそれぞれ繰り出された2本のチューブを並列にし、コイル状に整列巻きして一対の整列巻管を形成する整列巻取機7と、を備えている。
(もっと読む)
捩り管形熱交換器および捩り管形熱交換器の製造方法
【課題】芯管となる内管の内部に高圧をかけることなく内管と外管を密着させることが可能で、伝熱性能を向上させることができるようにする。
【解決手段】外周に外管2が巻き付けられる芯管となる内管1に、外管2よりも高くなるように複数条の螺旋山1aを形成し、内管1に、螺旋山1aの間に形成される螺旋溝1bに沿わせて外管2を巻き付けて組付管を作成し、作成した組付管の内管1に心金4を挿入するとともに、組付管の外周に径が拡縮可能なカシメ冶具3を取り付け、カシメ冶具3の径が小さくなるように外力を加え、内管1の螺旋溝1aに巻き付けた外管2よりも螺旋山1aが飛び出ている部分を、その内部に流路となる空洞1dが残るようにカシメることで、内管1により外管2をその軸線を挟む両側より包み込むように形成し、内管1と外管2を密着接合させる。
(もっと読む)
銅管とステンレス鋼管の接続体及びその製造方法
【課題】従来、熱交換器用の配管としても散られている銅管とアルミニウム管の接続体のアルミニウム管に替えてステンレス鋼管を用い、接合部における高い気密性と接合強度を有するばかりでなく、外力を受けても接合部のみならず配管全体の耐変形性に優れた銅管とステンレス鋼管の接続体を提供する。
【解決手段】銅管の端部にステンレス鋼管のシーリング材を塗布した端部を、又はステンレス鋼管の端部に銅管のシーリング材を塗布した端部を挿入嵌合する。
好ましくは、当該挿入嵌合部にその外周面側からの機械加工により凹凸部を設ける。
(もっと読む)
コイルバネを挿入した伝熱管の製造方法
【課題】伝熱管にコイルバネを挿入して溶着する際に、コイルバネのピッチを均一にして内接させるような伝熱管の製造方法を提供する。
【解決手段】伝熱管3の内壁にコイルバネ4を内接させて溶着する場合、コイルバネ4の自然状態における外径を伝熱管3の内径よりも小さく構成しておき、その状態のコイルバネ4を伝熱管3に挿入する。このとき、コイルバネ4としては、焼き鈍し前の残留応力が存在する状態のコイルバネ4を用い、これを伝熱管3に挿入して焼き鈍しすることによって、コイルバネ4を膨張させる。そして、そのコイルバネ4を伝熱管3の内壁31に接触させてロウ材6でロウ付けする。
(もっと読む)
熱交換器及びその製造方法
【課題】渦巻多段型熱交換器の設計の自由度を向上するとともに新規かつ具体的な製造方法を提供する。
【解決手段】直線部と所定の曲げ半径で略90°曲がる屈曲部とを交互に繰り返す平面視方形状の平面的な渦巻状に伝熱管13を曲げることにより構成された第1及び第2の渦巻管部を備え、該第1及び第2の渦巻管部が垂直方向に積み重ねられており、各渦巻管部の内外に隣り合う直線部同士は伝熱管13の幅よりも小さな隙間で近接配置され、第1及び第2の渦巻管部は平面視において逆方向の渦巻状に形成されるとともに、第1及び第2の渦巻管部の内周側端部が、平面視において方形状の隣り合うコーナー部に位置しており、これら第1及び第2の渦巻管部の内周側端部同士が垂直方向に傾斜する傾斜直線部14により接続されており、第1及び第2の渦巻管部並びに傾斜直線部14が、1本の伝熱管13を連続曲げすることにより一体形成されたものとする。
(もっと読む)
二重管型熱交換器およびその製造方法
【課題】 内管1と外管2とを有する二重管型熱交換器において、その熱交換性能を向上させること。
【解決手段】 内管1と外管2にそれぞれ第1螺旋突条3と第2螺旋突条4を曲折形成し、それら第1螺旋突条3と第2螺旋突条4とを面接触させる。
(もっと読む)
金属製丸パイプの加工方法およびこの方法を用いて加工された金属製丸パイプ
【課題】金属製丸パイプの曲げ部の外面の一部を大きく窪んだ形状にすることなく、適切に平面化することが可能な金属製丸パイプの加工方法を提供する。
【解決手段】金属製丸パイプ1の湾曲した曲げ部10の外面に、パンチ2を用いてプレス加工を施し、曲げ部10の外面の一部を平面化するための金属製丸パイプの加工方法であって、パンチ2の先端に形成された押圧用面20については、この押圧用面20の両端部側よりも中央部側が窪むように傾斜した一対の傾斜面部20aを有する構成としておき、曲げ部10の外面にプレス加工を施す際には、一対の傾斜面部20aの双方を曲げ部10の外面に対面接触させる。
(もっと読む)
1 - 10 / 62
[ Back to top ]