
国際特許分類[B21F7/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | 線材のねじり;線材のよりあわせ (22)
国際特許分類[B21F7/00]に分類される特許
1 - 10 / 22
溶融はんだめっき撚線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅撚線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき撚線の製造方法を提供する。
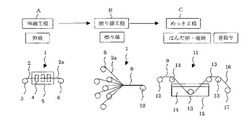
【解決手段】不可避的不純物を含む銅と、2mass ppmを超える量の酸素と、Mg、Zr、Nb、Ca、V、N、Mn、Ti、Crの少なくとも一種の添加元素と、を含む希薄銅合金材料に対して伸線加工を施して伸線材2aを作製する伸線工程Aと、該伸線材2aを複数本用意し、これらを撚り合わせることにより撚線9を作製する撚線工程Aと、撚線9を溶融はんだめっき槽に浸漬することで伸線材2aの表面にめっき層を形成する溶融はんだめっき工程Cとを備え、溶融はんだめっき工程Cの熱量によって伸線材2aを軟質銅線に変質させるものである。
(もっと読む)
巻付けグリップの製造方法

【課題】巻付けグリップの製法方法において製造工程を削減する。
【解決手段】巻付けを行う巻付けグリップの製造方法である。そして、成形手段1が供給された材料に対し異形線練り出し及び螺旋成形を行う成形工程を有し、前記異形線練り出し及び螺旋成形が行われたワークを切断すると共に、当該切断された切断ワークの中心部を捻回した後に曲げる。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、少なくとも6本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、少なくとも6周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられて環状とされ、ストランド材1の環状の巻き付け中心に形成される中空部C1aの内径Diと、ストランド材1の直径Dsとが、Di/Ds≧1.07の関係を満足し、ストランド材1の両端末1a,1bが、合わせて環状の1周分より長く中空部C1aに収容されている。
(もっと読む)
撚線機のフライヤー弓
【課題】フライヤー弓の回転時の空気抵抗を軽減して、省エネルギー化に貢献するフライヤー弓を提供する。
【解決手段】長手方向端部10aの幅W0に比べて、長手方向中央部10bの幅W1が狭い平面形状を備える。長手方向中央部と長手方向端部との間の中間部は、当該長手方向中央部から当該長手方向端部に行くに従って、なめらかに幅が漸増する平面形状にすることができる。
(もっと読む)
伝動ベルト及びその製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、少なくとも5本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされ、その両端末1a,1bが交差されて互いに巻き付けられた箇所1cがストランド材1の巻き付け中心に形成される中空部C1aに入れられて、さらに両端末1a,1bの余長部が中空部C1aに収容されている。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、コアストランド2の周りに少なくとも7本のストランド材1が直径型付け率を70%以上91%以下に調整されて撚り合わされた原コード20が解撚され、1本のストランド材1が、原コード20のストランド材1の本数よりも少なくとも1周少ない周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされている。
(もっと読む)
無空隙集合撚り線の製造方法、絶縁電線および止水ケーブル
【課題】設備負担が小さくて済み且つ被覆樹脂で外径が大きくなってしまうことがない無空隙集合撚り線を製造する。
【解決手段】少なくとも最外層は被覆樹脂層が無い素線1になるように複数本の被覆樹脂層が無い素線1と1本または複数本の被覆樹脂層2が有る素線1’とを撚り合わせ、集合撚り線10を作製し、その集合撚り線10を加熱しながら圧縮撚りし、被覆樹脂層2が軟化変形した樹脂で素線1,1’の間の隙間を埋め、無空隙集合撚り線11を作製する。
【効果】素線間の隙間を被覆樹脂層を変形させた樹脂で埋めるので、被覆樹脂を軟化させるのにそれほど高温にする必要がなく、設備負担が小さくて済む。集合撚り線の少なくとも最外層は被覆樹脂層が無い素線1とするので、無空隙集合撚り線の外径を決める部分が樹脂で被覆されることがなく、外径が大きくなってしまうことがない。
(もっと読む)
電線導体の製造方法、及び、電線導体と絶縁電線
【課題】自動車搭載に好適な耐屈曲性と耐衝撃性に優れた電線の製造方法を提供する。
【解決手段】軟化温度が相違する素線(A)、(B)の各々を伸線加工1、2する工程と、上記素線(A)、(B)を撚り合わせ、撚り線中間体5を作製する撚線工程3と、上記軟化温度と同じ又は異なる熱処理温度(α)で、上記撚り線中間体5を熱処理する熱処理工程7を、順に備えていることを特徴とする電線導体の製造方法、および該製造方法により作製された電線、絶縁電線である。
(もっと読む)
電線導体の製造方法、電線導体、絶縁電線及びワイヤーハーネス
【課題】強度、伸び、屈曲性能に優れた電線導体を安定して製出することが可能な電線導体の製造方法を提供する。
【解決手段】0.12mass%以上0.32mass%以下のCoと、0.042mass%以上0.095mass%以下のPと、0.005mass%以上0.70mass%以下のSnと、とを含有し、Coの含有量[Co]mass%とPの含有量[P]mass%との間に、3.0≦([Co]−0.007)/([P]−0.008)≦6.2の関係を有し、残部がCuと不可避不純物とされた銅合金からなる銅線材を、冷間加工する冷間加工工程S3と、複数の銅素線を撚り合わせて銅撚線を形成する撚り線加工工程S4と、前記銅素線又は前記銅撚線に対して、200℃以上400℃以下で60分以上500分以下の熱処理を行う最終熱処理工程S6と、を備えている。
(もっと読む)
電線導体の製造方法および電線導体
【課題】細径化および軽量化が可能で、しかも、素線のバラケが生ずることはなく、かつ可撓性にも優れる電線導体を得る。
【解決手段】直径0.01mm以上0.6mm以下の中心銅合金細線11の周りに、直径0.01mm以上0.6mm以下の周辺銅合金細線12を複数本撚り合わせた後、この撚線に対し、周辺銅合金細線12のみが実質的に圧縮されるように円形圧縮加工を施す。
(もっと読む)
1 - 10 / 22
[ Back to top ]