
国際特許分類[B21F99/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | このサブクラスの他のグループに分類されない主題事項 (3)
国際特許分類[B21F99/00]に分類される特許
1 - 3 / 3
金属導線の加工方法及び加工装置

【課題】金型コストを低減させ、加工時間を短縮させ、省スペースで加工を行わせる。
【解決手段】対向する一つの上金型3と一つの下金型2との何れかにおいて、上金型の一回のストローク中に、真直で平行な一対の金属導線13を位置決め部材14で位置決めし、一対の金属導線の間に開きパンチ30を押し入れて一対の金属導線を外向きに開き、一対の金属導線の外向きに開かれた部分を開きパンチを支点に、押しピン34で駆動される一対の駆動部材15で内向きに押して屈曲させ、一対の金属導線の内向きに屈曲した部分をブロック部32に配置し、ブロック部32に向けて内向きに屈曲した部分を第二のブロック部23で押し潰す。対向するブロック部及び第二のブロック部の何れかに設けたダイス孔と抜きパンチと、抜きパンチを昇降駆動させる駆動手段とで、一対の金属導線の潰し部に孔をあける。
(もっと読む)
コイルばねの製造方法

【課題】疲労強度を向上させることができるコイルばねの製造方法を提供する。
【解決手段】ばね素線に、温間ショットピーニング工程S4と、水冷工程S5と、冷間ショットピーニング工程S7が行なわれる。温間ショットピーニング工程S4では、焼戻し後のばね素線が100℃を越える温間域にあるうちにショットが投射され、ばね素線の表面から深い位置まで圧縮残留応力が生じる。温間ショットピーニングS4後に行なわれる水冷工程S5によって、ばね素線の少なくとも表面が100℃未満に冷却される。水冷工程S5後に行なわれる冷間ショットピーニング工程S7では、温間ショットピーニング工程S4と同じサイズのショットが前記ばね素線に投射され、ばね素線の表面粗さが小さくなるとともに、特に表面付近の圧縮残留応力が増加する。
(もっと読む)
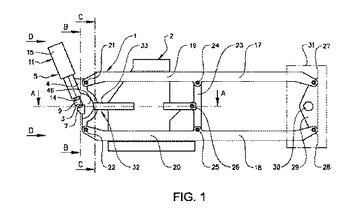
ワイヤブランク等の物体を保持する保持装置
機械加工のための作業機械における作業位置で細長い物体(3)を保持し、且つ、その物体を回転させるための装置。ホルダ部(4)は、その物体のための座部(7)を有し、その座部にあるその物体の範囲におけるその物体の軸と一致する回転中心の回りを回転可能である。そのホルダ部は、運動伝達機構を用いて、固定支持装置(2)で支持される。これは、ピボット点(21、22、24、25、27、28)を介して、駆動装置(30)とホルダ部との間に接続される支持アーム(17、18)を備える。それらピボット点は、ホルダ部の回転のためにホルダ部に作用するトルクを創出するために、回転中心(34)から離れて配置される。ロック用装置(5)は、その物体の固定位置と解除位置とで切り替えられる。支持機構(32)は、その支持装置とそのホルダ部との間で、その座部と同じ高さに配置され、且つ、そのホルダ部と一緒に動く可動支持部分にある可動支持面(41−45)と接触する固定支持面(36−40)を持つ固定支持アーム(33)を有する。
 (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]