
国際特許分類[B21H1/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 転造,ロール加工または圧延による特定の金属対象物の製造,例.スクリュー,車輪,リング,バレル,ボール (608) | 回転体状物品の製造 (218)
国際特許分類[B21H1/00]の下位に属する分類
円盤;板車輪 (44)
軸方向の長さの限定されたリング (70)
ボール,ローラー,コーンローラまたはそれと類似のもの (9)
シリンダー,例.横方向に加工されるもの (25)
周囲を異にするプロフィールを有するロールを使用することを特徴とするもの (3)
国際特許分類[B21H1/00]に分類される特許
1 - 10 / 67
銅合金製の転造加工用素材及び転造加工品
【課題】強度及び耐食性に優れた転造加工品を得るための銅合金製の転造加工用素材を提供する。
【解決手段】転造加工用素材は、被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であるものである。
(もっと読む)
転造平ダイス
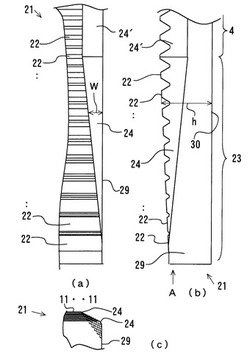
【課題】転造平ダイスの歯の面取り部への負荷を軽減して、面取り部の歯欠けや摩耗を減じ、長寿命とする。
【解決手段】被加工物の外周面に転造加工を行う転造平ダイス21の食い付き歯群の歯部22は歯先部11の歯幅方向の一方の端に面取り部24を設け、歯丈hの増大にしたがって、面取り部の幅Wを漸増させる。歯先部と面取り部との接続部25の軌跡26が直線又は曲線近似とする。面取り部の転造方向から見た水平面と面取り部とが為す面取り角度を一定とし、直線近似する。又は、歯丈の増大にしたがって幅方向の増加率を漸増させ曲線近似する。あるいは、面取り角度を漸減する。
(もっと読む)
平ダイス式転造盤及び加工方法

【課題】平ダイス式転造盤の案内機構の剛性および、耐久性を高め、振動減衰性が良好で、平ダイスを高速で移動でき、メンテナンス性の良好な、平ダイス式転造盤および転造加工方法を提供。
【解決手段】一対の平ダイス4が取り付けられるそれぞれの案内テーブル6に平ダイスが取り付けられる平ダイス取付部7、駆動機構部9、アーム部10を幅方向に順次設ける。案内テーブルの反平ダイス側には、平ダイス取付部に対応して設けられたすべり案内機構11、駆動機構部に対応して設けられ前記案内テーブルを駆動する案内テーブル駆動機構と12、アーム部に対応して設けられたころがり案内機構13を幅方向に順次配置し、平ダイスの幅寸法よりすべり案内機構のすべり案内面8の幅寸法を大きくする。
(もっと読む)
工作機械
【課題】ワークの外周面の切削加工と転造加工の両方が可能で、簡素な構造でありながら、転造加工を精度良く行える工作機械を提供する。
【解決手段】ワークを支持して回転する主軸4と、その両側に主軸4に対し接近および離反する方向に位置変更可能に設けられた第1、第2の工具支持体5A,5Bとを備える。まず第1、第2の工具支持体5A,5Bにそれぞれ支持された両切削用工具により、ワークを両側から同時に切削加工をする。切削加工の後、工具を交換し、第1の工具支持体5Aに支持されて主軸4の中心Oと平行な軸回りに回転自在な転造用工具14と、第2の工具支持体5Bに支持されてワークと共回りによる回転が自在なサポート部材15とで、ワークの外周面に転造加工をする。転造加工は、ワークの外周面に転造用工具14を押付け、かつ転造用工具14の押付け力に対抗してサポート部材15によりワークを支持した状態で行う。
(もっと読む)
塗工用ロッドの製造方法
【課題】溝面積のバラツキを小さくすることができる塗工用ロッドの製造方法を提供する。
【解決手段】ロッド素材20を準備する第1の工程と、ロッド素材20を超硬金属の土台140Aと土台140Aの上部に軟質樹脂層140Bを備えた水平な支持台140で支持しながら、複数の凸条を有する第1丸ダイス120と第2丸ダイス130とでロッド素材20を挟圧し、ロッド素材20を軸方向に送り出して、ロッド素材20の外表面に溝を形成する第2の工程とを有し、第2の工程において、第1丸ダイス120と第2丸ダイス130間の距離Lとロッド素材20の直径Rとの差をX(mm)とし、第1丸ダイス120と第2丸ダイス130の何れかの軸中心とロッド素材20の中心とを結ぶ線分が水平に対して成す角をy(deg.)としたとき、Xとyとを調整してロッド素材20の位置を規制する。
(もっと読む)
転造ダイス
【課題】逃げ部における被転造部材とダイスの転造歯型との干渉を可及的に抑制して被転造部材の歯面に傷が生じることを防止できる極めて実用性に秀れた転造ダイスの提供。
【解決手段】被転造部材の外周面に転造歯型を当接させることで該外周面を塑性変形させ所望の歯形を転造する転造ダイスであって、前記転造歯型は食付き部A、仕上げ部B及び逃げ部Cにより構成し、前記逃げ部Cには所定高さ位置における前記転造歯型の各歯部の歯厚Tが転造方向始端側から転造方向終端側に向かって漸減する歯厚漸減部を設け、この歯厚漸減部は、前記逃げ部Cにおける前記転造方向終端側の歯厚Tの漸減度合いが、前記転造方向始端側の歯厚Tの漸減度合いより大きな度合いとなるように構成する。
(もっと読む)
転造用平ダイス
【課題】転造加工時における高硬度材の累積ピッチ誤差の要求水準を確保して、従来の製作工数やコストで製造可能である転造用平ダイスを提供する。
【解決手段】加工歯20の表面粗さが各々異なる第1の食付き部21、第2の食付き部23と、第1の食付き部21および第2の食付き部23との間に応力緩衝部22を設ける。また、応力緩衝部22の加工歯20の表面粗さを第1の食付き部21側から第2の食付き部23側へ向けて漸減させる。さらに、第1の食付き部21の加工歯20の表面粗さを20μmRZ〜35μmRZの範囲として、第2の食付き部23の加工歯20の表面粗さを1μmRZ〜4μmRZの範囲とする。また、応力緩衝部22の加工歯20の表面粗さを1μmRZ〜35μmRZの範囲で漸減させる。
(もっと読む)
ロータ部の製造方法
【課題】製造コストが抑制されモータの性能の低下も抑制するロータ部の製造方法を提供することを課題とする。
【解決手段】外周部に複数の歯を有したロータ部の製造方法において、複数の歯を有したコア板を打ち抜き加工により形成する工程と、複数の前記コア板を重ね合わせて前記ロータ部を形成する工程と、外周面に凹凸が形成されていないローラダイスを用いて前記ロータ部を転造する工程と、を備えたロータ部の製造方法。
(もっと読む)
転造加工方法
【課題】ワーク材質の変化や、ワーク材質のばらつきに対しても、良好な転造精度を得る。
【解決手段】ワーク諸元に対してねじ加工用ダイス21、23間距離を予め設定した前転造加工指令距離で複数の異なるワーク4を転造加工し測定した背分力の関数として平ダイス22、24間の距離を定めた後転造加工指令距離を予め設定し、前転造加工指令距離でワーク4をねじ加工用ダイス21、23で前転造加工し、かつ、背分力を測定し、測定した背分力から関数により後転造加工指令距離を求め、求めた後転造加工指令距離に平ダイス22、24間の距離を設定・補正してワークを後(仕上げ)転造加工する。
(もっと読む)
塗工用ロッドの製造方法
【課題】 ウェブへのスリキズや塗布ムラを解消することができる塗工用ロッドの製造方法を提供する。
【解決手段】
ロッド素材20を準備し、複数の凸条を有する一対の転造ダイス120,130を、ロッド素材20の軸方向に対して転造ダイス120,130の主軸の水平方向の閉じ角が実質的に0.25°以上0.35°以下となるよう配置し、ロッド素材20を軸方向に沿って送り出し、一対の転造ダイス120,130によりロッド素材20を挟圧しながら、主軸を中心に一対の転造ダイス120,130を回転させて塗工用ロッドを製造する。
(もっと読む)
1 - 10 / 67
[ Back to top ]