
国際特許分類[B21H1/14]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 転造,ロール加工または圧延による特定の金属対象物の製造,例.スクリュー,車輪,リング,バレル,ボール (608) | 回転体状物品の製造 (218) | ボール,ローラー,コーンローラまたはそれと類似のもの (9)
国際特許分類[B21H1/14]の下位に属する分類
ベアリング用のもの (1)
国際特許分類[B21H1/14]に分類される特許
1 - 8 / 8
リブを有する薄肉芯金の製造方法
【課題】高剛性を有するリブ付き薄肉芯金を効率的に製造する方法を提供する。
【解決手段】一対の回転ローラ41,51の間に、中子31を内包した中空円筒状の薄肉芯金素材62を配置し、回転ローラ41,51を回転させながらローラ間距離を狭め、一方のローラ41に設けた凸条群42を前記薄肉芯金素材62に押し当てることにより、薄肉芯金素材62の内面に凸条が転写されたリブを形成する。中子31には、前記凸条群に対応する凹溝群が設けられており、ローラの凸条群42を薄肉芯金素材62に押し当てるときには、中子31の凹溝群を前記凸条群42に対応する位置に配置する。この操作を必要回数繰り返すことにより、中子31の凹溝に対応する配置で薄肉芯金素材内面にリブを形成できる。
(もっと読む)
伝動チェーン用リンク部材、伝動チェーン用リンク部材の製造方法、伝動チェーン

【課題】製造時における材料の歩留まりを良好にし、強度が高く高品質な伝動チェーン用リンク部材及び製造方法、伝動チェーンを提供する。
【解決手段】伝動チェーンを形成するリンクプレート13の本体部13Aは、両側方向L1よりも両端方向L2に長尺な板状を呈し、両端方向中央部の周縁部15がくびれ部16に形成されると共に、くびれ部16の両端の周縁部15がくびれ部16よりも両側方向L1に張り出した張出部17に形成され、張出部17よりも両端部側は略円弧状に形成されている。リンクプレート13の本体部13Aは任意の長さに切断された線材からは冷間鍛造により成形されて、周縁部15が圧造成形面に形成されている。
(もっと読む)
金属ボールの製造方法、金属ボールの製造装置及びメッキ用アノード銅ボール
【課題】素材を加熱することなく金属ボールを効率良く成形することができる金属ボールの製造方法を提供する。
【解決手段】少なくとも一組の成形ロール30、30を用いて冷間転造することにより、長尺状の素材Sからボール材を成形する金属ボールの製造方法であって、素材Sが軸線Lに沿って延びるように配置され、一組の成形ロール30、30は、それぞれの回転軸Mを中心として自転するとともに、軸線Lを中心として素材Sの外周面に沿って公転することにより、素材Sからボール材を成形することを特徴とする。
(もっと読む)
亜鉛ボール及び亜鉛ボールの製造方法
【課題】従来公知の製造技術では製造が困難である寸法の高品質の亜鉛ボールを製造することが可能な製造技術を提供する。
【解決手段】亜鉛棒Sを温間で転造することにより先端から所定間隔で切断し、亜鉛ボールBを製造する方法であって、転造する際に亜鉛棒の温度を70℃以上、180℃以下に設定する。
(もっと読む)
転造ダイスおよびこれを用いたボール状部付き軸部品の製造方法
【課題】ボールジョイントのようにボール状部を有する軸部品を短時間に低コストで精度良く成形できる転造ダイスを提供する。
【解決手段】相対向し且つ互いに対称な断面形状の長尺な成形面2a,2bを有する一対のダイス1a,1bからなり、係るダイス1a,1bにおける成形面2a,2bは、成形開始部分S1では、軸素材14の円柱形部分17の中間に食い込む断面ほぼ山形の凸条5およびこれに隣接する円弧面8を長手方向に沿って対称に有し、且つ成形途中部分S2では、凸条5,7およびこれに隣接して円柱形部分17をアール状に押圧する曲面9を対称に有すると共に、成形終了部分S3では、上記凸条7および円柱形部分17の先端寄りと中間部分とをそれぞれアール状に対向して押圧する断面ほぼ半円形の円弧溝11を対称に有している転造ダイス1。
(もっと読む)
パチンコ球の製造方法
【課題】製造履歴情報や遊技店情報等の多くの情報を記録できるパチンコ球を提供する。
【解決手段】球体表面に、球体の赤道線Rに沿って延びる所定幅の情報記録領域2が形成され、上記赤道線Rに沿って延びる細長い単位刻印予定領域が、上記赤道線Rに沿って列をなすよう複数設けられて線状刻印予定領域が形成され、上記線状刻印予定領域が上記赤道線Rと平行に複数設けられることにより上記情報記録領域2が構成され、上記各単位刻印予定領域における上記赤道線Rに沿って延びる細長い刻印の有無により、上記情報記録領域2に所定の情報を記録することにより、製造履歴情報や遊技店情報等の多くの情報を記録できる。
(もっと読む)
ロール金型及びその製造方法
【課題】 微細な凹凸形状を高精度で形成したロール金型及びその製造方法を提供する。
【解決手段】 表面に凹凸形状(11)が形成された母型(10)を、少なくともロール表面部が体積率50〜100%の非晶質相を含む実質的に非晶質の合金(3)からなるロール(2)の表面に、該非晶質合金の過冷却液体温度領域(ΔTx=Tx−Tg)の温度で圧接し、上記母型の凹凸形状を上記非晶質合金からなるロール表面に転写する。このような方法により、非晶質合金からなるロール表面に微細な凹凸形状が高精度で形成されてなるロール金型(1)が提供される。好適な態様においては、前記ロールは、非晶質合金からなる円筒状ロール又は表面に非晶質合金層(3)を有する円筒状ロール(2)である。
(もっと読む)
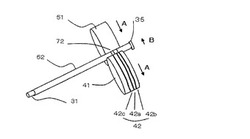
ボールスタッドを製造するための冷間変形法
ボールジョイント内に組み込むための、ボール領域と円錐領域とねじ山領域とを有するボールスタッドを冷間変形により作製するための冷間変形法が提案され、この場合にまずロッド状のバー半製品から、成形された円錐領域(3)と、ねじ山(2)及びボール(5)のための円筒状の領域が押出成形により作製される。押出成形工程には、別の作製順序として圧延法によりボール領域の成形が続く。同時にねじ山領域の最終形状が形成される。これにより、ボールスタッドの作製は全体として冷間変形によってのみ行われ、従来技術より公知の方法に対して時間ユニット毎の個数生産の著しい上昇を可能にする。同時に価値のある鋼類を使用することができる。なぜならば、冷間変形によりボールスタッドの十分な耐性を保証することができるからである。 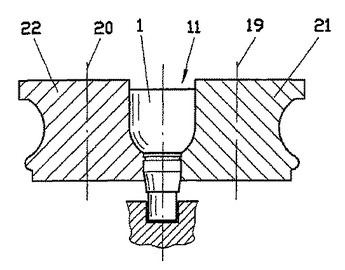 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]