
国際特許分類[B21J13/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,プレスまたはハンマリングに使用する機械部品 (523)
国際特許分類[B21J13/00]の下位に属する分類
ダイスまたはそれを固定するもの (425)
機枠;案内装置 (4)
ハンマの打面;かなしき;かなしき台 (10)
製品または工具を操作するための付属品 (79)
国際特許分類[B21J13/00]に分類される特許
1 - 5 / 5
圧造装置
【課題】除去装置を用いずに帯状の突出部を除去することによって、作業時間を軽減し、作業効率を向上させること。
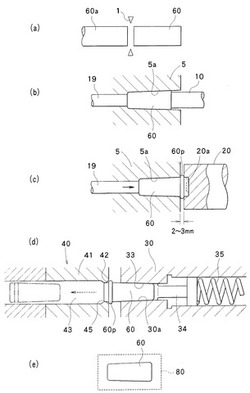
【解決手段】圧造装置は、線材または棒材からなる線状ブランク60aを所定の長さに切断することによって生成されたブランク(被処理体)60を収容する先細形状からなる凹部5aを有する金型5と、金型5内にブランク60を挿入して加圧し、先細形状からなるブランク60を生成する加圧部10と、を備えている。圧造装置は、さらに、先細形状となったブランク60を小径側から収容する凹部30aを有する追加金型30と、追加金型30に対向する位置に配置され、追加金型30からの加圧力によってブランク60を大径側から挿入して通過させることができる開口45を有する絞り部40と、を備えている。ブランク60は、絞り部40を通過することによって、ブランク60に形成された帯状の突出部60pが絞られる。
(もっと読む)
軸肥大加工機及びその加工方法

【課題】金属棒材からなるワークに素材割れ等の不具合を招くことなく、拡径部の成形に要する加工時間の短縮を図ることができる軸肥大加工機及びその加工方法を提供することにある。
【解決手段】軸肥大加工機及びその加工方法は拡径部の成形過程中、拡径部の外径(DX)の増加(又はワーク(W)の圧縮変位速度(VX)の減少)を把握し、この増加(又は減少)に従いワーク(W)への加圧力(FX)を増加させるべく制御する。
(もっと読む)
軸肥大加工方法
【課題】作業者に熟練を要求することなく、ワーク(金属棒材)への拡径部の成形を可能にする軸肥大加工方法を提供する。
【解決手段】軸肥大加工方法は、拡径部の成形に必要なデータ入力や軸肥大加工機への各部の動作指示を操作盤(46)のタッチパネルディスプレイ(44)を通じて実施し、ワーク(W)の一部に拡径部を整形する。
(もっと読む)
鍛造装置
【課題】ディスクをリムドライブするために設けてあった歯車機構が鍛造時の衝撃により破損するという問題を解消し、かつ、鍛造を一人のオペレータで効率的に実施することができる鍛造装置を提供する。
【解決手段】ベース2の上に回転可能に支持され、周辺に一定の間隔をもって植えられた複数の放射方向に延びるピン3をそなえた回転ディスク1、水平方向に置かれた回転軸41の端から放射状に延びるピン42をそなえたプロペラ4とその回転駆動手段5からなり、回転ディスクのピン3とプロペラのピン42とを契合させてあって、プロペラの回転につれてプロペラのピンが回転ディスクのピンを押しやり、回転ディスク1を所定の角度ずつ間欠的に回転させるように構成してなるディスクターナー装置に対して、金敷の押し下げ・引き上げとディスクの間欠的回転とからなる鍛造操作を一体的に制御する制御装置を加えてなる鍛造装置。
(もっと読む)
トリミング方法およびトリミング装置
【課題】バリ等の不要部分の残りの発生を確実に防止し、もって、後のバリ取り工程を不要とするトリミング方法およびトリミング装置を提供する。
【解決手段】バリ等の不要部分B1、B2を有する成形品Wを下型1に載置し、ワーク押え3が内装された上型2を油圧シリンダ15により下降させて、ワーク押え3により成形品Wを押えながら前記不要部分をせん断するトリミング方法、装置において、前記せん断中、油圧シリンダ15の油圧を油圧センサ17により検出して、その信号をバリ残り判定装置23に送出する。バリ残り判定装置23は、油圧センサ17によって得られた油圧変化に基いて不要部分の残りの有無を判断し、そこでバリ残りと判定された場合は、ばね17の付勢力でワーク押え3による成形品Wの押えを維持しながら、上型2を上昇−下降させてせん断を繰返す。
(もっと読む)
1 - 5 / 5
[ Back to top ]