
国際特許分類[B21J5/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造,ハンマリングまたはプレスの方法;そのための特殊な装置または付属品 (1,391) | 型鍛造;特殊なダイスを利用したトリミング (325)
国際特許分類[B21J5/02]に分類される特許
1 - 10 / 325
トリミング方法及びトリミング装置
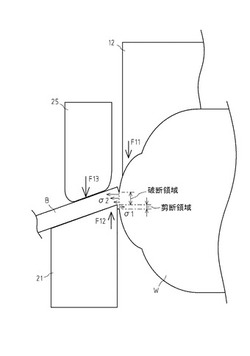
【課題】ワークに付着したバリ部分をトリミングする際に、バリ部分とワークとの間の断面に引張応力を付与し、剪断破壊以外に破断によってバリ部分をワークから除去することにより、剪断に必要な荷重を抑制し、ワークの変形量を抑えることが可能となる、トリミング方法及びトリミング装置を提供する。
【解決手段】トリミング装置10は、押金12と切刃21とを備え、ワークWに付着したバリ部分Bを押金12と切刃21との間に配置した状態で、切刃21でバリ部分Bを押圧して剪断することにより、ワークWからバリ部分Bを除去するものであって、切刃21と押金12とでバリ部分Bを剪断する際に、バリ部分Bを切刃21の方向に折り曲げ、バリ部分BとワークWとの間の断面に引張応力σ2を発生させて、バリ部分BをワークWから破断させる押圧部25を備える。
(もっと読む)
揺動鍛造装置及び揺動鍛造方法

【課題】揺動鍛造によって成形を行う際に、製品の厚みを一定にする。
【解決手段】ワークWの成形中に、揺動回転駆動手段18及び昇降駆動手段28の動作を制御する制御手段34において、揺動部12に付与される荷重値f1を把握する。そして、制御手段24の荷重制御部36において、ワークWの成形中の荷重を受けて、上型16、下型26、揺動回転駆動手段18及び昇降駆動手段28の各々に生じる弾性変形が、ワークWの成形の進行に伴い解消されていく過程を、揺動部12に付与される荷重値f1の減少から把握する。荷重制御部36は、上型16、下型26、揺動回転駆動手段18及び昇降駆動手段28の各々に生じる弾性変形が解消され、ワークWの形状が所望の製品精度となるタイミングを、揺動部12に付与される荷重値f1の変化から見極めて、ワークWへの荷重を解除する。
(もっと読む)
ボルト刻印工具の強化方法及びボルト刻印工具
【課題】ボルトの頭部にマークを刻印するためのボルト刻印工具の寿命を延ばす。
【解決手段】高圧水を噴射する円筒状の高圧ノズル部21と、該高圧ノズル部21の周囲に同心状に配設され、低圧水を噴射する円筒状の低圧ノズル部22とを有し、キャビテーション噴流を噴射する噴射ノズル2を準備する。噴射ノズル2の軸心とボルト刻印工具9の凹部の中心とを合致させて噴射ノズル2からキャビテーション噴流をボルト刻印工具9に向けて噴射し、キャビテーション噴流の低圧水側をボルト刻印工具9の凹部91外周側に吹き付ける。これにより、ボルト刻印工具9の刻印部に圧縮残留応力を付与する。
(もっと読む)
コンケーブテーパコニカル歯車
【課題】歯面が中凹であるとともに歯筋方向において歯厚断面が先細りになるようにテーパが施されるテーパリード状であり、かつ、歯筋方向における歯丈寸法を一定にすることによって、歯元近傍における曲げ疲労強度を向上させるようにしたコンケーブテーパコニカル歯車を提供することを目的とする。
【解決手段】斜交軸を介して噛合い、かつ、歯面の歯筋方向における歯底径およびMinor T.I.F.径が一定であることを特徴とするコンケーブテーパコニカル歯車である。
(もっと読む)
外向フランジ部付金属製部材の製造方法
【課題】素材の容積を厳密に規制しなくても、各工程でバリを生じる事が無く、外周面に静止側フランジ6aを設けた外輪を低コストで造れる様にする。
【解決手段】荒成形工程時に素フランジ34を、一部に欠肉部35を存在させて形成する。仕上成形工程で使用する下側ダイス32aに設けた仕上成形用凹部37の深さ寸法を、前記素フランジ部34及び前記静止側フランジ6aの厚さ寸法よりも大きくする。上側ダイス31aを、前記仕上成形用凹部37の内周面との間に隙間を介在させずに進入させる。この作業を熱間鍛造で行う事により、前記素フランジ部を構成する金属材料を前記仕上成型用押型の押圧部と前記フランジ仕上成形用凹部とにより囲まれる空間に充満させる。そして、前記素フランジ34から前記欠肉部を消滅させ、前記静止側フランジ6aとし、且つ、この静止側フランジ6aの外周縁部にバリを発生させない。
(もっと読む)
クランクシャフトの製造方法及び製造装置
【課題】トリミング時のカウンタウェイトの変形に起因するクランクシャフトの回転バランスの悪化を防ぐことが可能なクランクシャフトの製造方法及び製造装置を提供する。
【解決手段】成形工程とトリミング工程と間の移行段階(冷却工程)で、クランクシャフト1の各カウンタウェイトのみを冷却して硬化させたので、トリミング工程における各カウンタウェイトの変形を抑止することができる。これにより、トリミング工程で各カウンタウェイトのバランスがトリミング型の上型側へ移動することを防ぐことができ、回転バランスの精度が高いクランクシャフト1を得ることができる。
(もっと読む)
ネジ山付留め具のための渦巻型駆動システム
【課題】ネジ山付留め具を駆動するシステムであって、従来技術によるものよりも相反する特性が妥協されることがより少なくしながらも、ネジ山付留め具用の駆動システムの望ましい特性の多くのものを確保できるシステムを提供する。
【解決手段】ネジ山付留め具10のためのスパイラル状の駆動システムであって、留め具10の頭部側の端16のどが係合できる表面を含むものであり、ドライバーにより係合できる表面の少なくとも1つは応力の大きな領域が発生するリスクを減少させるために駆動荷重をドライバーと留め具との間の広範囲の境界部分に分散させながらトルク伝達を最大にするような形状になったスパイラルの一部分により画成される。
(もっと読む)
鍛造装置及び鍛造方法
【課題】抜き勾配が設けられていない部分を有するワークであっても、パンチから確実に離型することができる鍛造技術を提供することを課題とする。
【解決手段】抜き勾配が付いている勾配付き部と、抜き勾配が付いていない勾配無し部とを、円周方向に交互に有しているワークが配置されるダイ30と、このダイ30に向かって移動するパンチ50とにより、冷間鍛造又は熱間鍛造を施す鍛造装置20において、塑性変形を施し、その後にパンチ50を離すときにパンチ50側から勾配無し部17を押すパンチ側ノックアウト部材70を備える。
【効果】勾配無し部をパンチ側ノックアウト部材で直接押すことができ、抜き勾配が設けられていない部分を有するワークであっても、パンチから確実に離型することができる。
(もっと読む)
クランクシャフトの製造方法及び装置
【課題】トリミングによるクランクシャフトの回転バランスの変化を抑制することが可能なクランクシャフトの製造方法及び装置を提供する。
【解決手段】第1バリ抜きステップにより発生した区画B1のカウンタウェイト3C/W〜6C/Wのバランスの移動に起因してクランクシャフト1の回転時に生じる力F1を、第2バリ抜きステップにより発生した区画B2のカウンタウェイト1C/W、2C/W及び区画B3のカウンタウェイト7C/W、8C/Wのバランスの移動に起因してクランクシャフト1の回転時に生じる力F2によって相殺する。これにより、クランクシャフト1全体の回転バランスを確保することができる。
(もっと読む)
転がり軸受、転がり軸受の加工方法及び加工装置
【課題】保持溝の内側面が膨出変形することなく、保持溝の側縁に高強度の爪を形成することができるようにすること。
【解決手段】リテーナ12に形成された複数の保持溝13にローラ15が保持されたローラベアリングを加工する場合、保持溝13の内面に受け金23を当てた状態で、リテーナ12の表裏両面をパンチ24,25により同時に圧潰する。これにより、保持溝13の内外の両側縁20にローラ15の脱落を防止するための爪18,19を形成する。
(もっと読む)
1 - 10 / 325
[ Back to top ]