
国際特許分類[B21K3/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 1/00のサブグループに包含されないエンジンまたはそれに類似する機械の部品の製造;プロペラまたはそれに類するものの製造 (30)
国際特許分類[B21K3/00]の下位に属する分類
シリンダヘッド (1)
翼,例.タービン用;翼のつけ根のアップセット (17)
国際特許分類[B21K3/00]に分類される特許
1 - 10 / 12
回転電機の回転子鉄心の製造方法
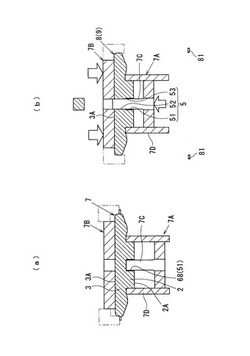
【課題】ポールコアとシャフトの嵌合強度を維持しつつ、組立時のシャフト圧入抵抗負荷を低減する。
【解決手段】仮成形品7のボス部2側面を円筒状の下ダイ7Aで受け、仮成形品7のディスク3外側側面に上ダイ7Bを設置する。円筒状の下ダイ7Aの上端は、ボス部2の外周面を保持して仮成形品7の位置決めがなされる。円筒状の下ダイ7Aの中心には、孔抜き用のパンチ7Cが配置されている。仮成形品7は、ディスク3側面を上方から上ダイ7Bを介して加圧手段で加圧しながら、ボス部2側からパンチ7Cで仮成形工程で未加工の円柱状凹部68(軸孔5のボス部側孔部51)の底部を穿孔し、軸孔5のディスク部3側のディスク部側孔部52を形成して段差部53を備えた軸孔5の二次仮成形品8を成形する。
(もっと読む)
切欠き疲労強度に優れた高強度鋼製加工品及びその製造方法
【課題】 鍛造温度や鍛造加工率等に依らず、化学組成の成分添加量及び熱処理条件を制御することによって、高切欠き疲労強度を有する超高強度低合金TRIP鋼(TBF鋼)からなる高強度鋼製加工品の提供。
【解決手段】 C:0.15〜0.25%、Si:2.5%以下(0%を含まない)、Mn:0.5〜2%、Cr:0.5〜1.5%、Mo:0.5%以下、Nb:0.1%以下を含有し、かつ、下記式により規定される炭素当量(Ceq)が0.65%以上0.75%未満で、残部Fe及び不可避的不純物からなり、さらに金属組織は、母相組織がラス状ベイニティックフェライトを全組織に対して体積率で65%以上と、ポリゴナルフェライト及びグラニュラーベイニティックフェライトを合計で全組織に対して体積率で5%以下含有し、第2相組織が残留オーステナイトを全組織に対して体積率で5〜20%と、マルテンサイトを全組織に対して体積率で10%以下含有する、切欠き疲労強度に優れた高強度鋼製加工品。
記
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
(もっと読む)
鍛造用金型

【課題】鍛造素材を形成するために投入される金属材料の量を減らすとともに、金型の作成コストの増加を抑制することができる鍛造用金型を提供する。
【解決手段】切削加工されることにより羽根車となる略円柱状に形成された羽根車素材の鍛造に用いられる鍛造用金型1であって、羽根車素材における吸気側端面および側面を形成する凹部21を有する第1金型2と、羽根車素材における排気側端面を形成する第2金型3と、吸気側端面における羽根車素材の中心軸線Lまわりであって、羽根車の翼間に相当する部分から、凹部21の内側に向かって突出する複数の吸気側突起23,23と、側面における排気側端面の近傍における羽根車の翼間に相当する部分から、凹部21の内側に向かって突出する複数の外周側突起41,41と、が設けられ、吸気側突起23および外周側突起41は、中心軸線Lまわりに相対位置が変更可能とされていることを特徴とする。
(もっと読む)
ロータ素材の製造方法
【課題】ロータ素材を効率良く製造する。
【解決手段】本発明は、外周部に軸心方向に沿うベーン溝3a,3bが設けられるロータ素材Wa,Wbを製造する製造方法を対象とする。鍛造素材W1の一方側にその一方側端面から、ベーン溝形成用の溝付けフィン43を有する一方側金型Paを相対的に打ち込んで、一方側ベーン溝3aを形成する一方側鍛造工程と、鍛造素材W1の他方側にその他方側端面から、ベーン溝形成用の溝付けフィン23を有する他方側金型Pbを相対的に打ち込んで、一方側ベーン溝3aに対し周方向に位相をずらせて配置される他方側ベーン溝3bを形成する他方側鍛造工程と、両側に前記ベーン溝3a,3bが形成された鍛造加工品W2を、その一方側および他方側を切り取ってそれぞれロータ素材Wa,Wbとする切取工程と、を含む。
(もっと読む)
カムロブの成形方法
【課題】成形荷重が低く、しかも、カムトップに欠肉のないカムロブの成形方法を提供する。
【解決手段】一次中間成形品W1を成形する第一工程と、カムトップ8となる予定のカムトップ予定部6の径方向の肉厚が、カムベース9となる予定のカムベース予定部7の径方向の肉厚よりも厚くなるように軸線方向に貫通する予備孔3を成形すると共に、カムトップ予定部側の外周にカムベース予定部7のベース円より径方向外側に突出した位置決め部5が成形された二次中間成形品W2を成形する第二工程と、位置決め部5を三次中間成形品成形ダイに当接させることによって位置決めし、二次中間成形品W2を軸線方向に押圧して、カムトップ8、カムベース9、及び予備孔3が変形した変形孔4が成形された三次中間成形品W3を鍛造にて成形する第三工程と、変形孔4より大きいカムロブ孔10を成形してカムロブW5を成形する第四工程とを有する。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
スーパーソルバス熱処理ニッケル基超合金の最終結晶粒径を制御及び微細化する方法
【課題】γ′析出強化ニッケル基超合金から一層微細な結晶粒径を有する部品を製造する方法を提供する。
【解決手段】0.060重量%超の十分に高い炭素含有量を有するように超合金を処方すること、及び十分に高い局所歪速度で超合金を鍛造することを含む。その結果、スーパーソルバス熱処理後には、部品は微細で実質的に均一な結晶粒径分布(好ましくはASTM7より微細、さらに好ましくは約ASTM8〜10の範囲内)によって特徴づけられる。
(もっと読む)
アルミ合金製シリンダスリーブの製造方法
【課題】原料粉末を出発材料にして製造するアルミ合金製シリンダスリーブの形状精度を、生産性の低下やコストアップなどを回避しながら高められるようにすることを課題としている。
【解決手段】原料粉末を加圧して得たリング状の成形体10を、下1、下2パンチ1,2、上1、上2パンチ3,4、コア5及びダイ6を組み合わせた金型7のキャビティに装填して背圧を加え、その成形体10の押し出し先端を固める。次いで、下1パンチ1を下降させながら好ましくは押し出し比10以上で成形体を押し出し加工し、下2パンチ2とコア5との間に生じた環状隙間9から材料を下向きに押し出して単品のシリンダスリーブ20を得るようにした。
(もっと読む)
厚肉の大きい中膨れ板部材の製造方法
【課題】
従来の板状の素材をプレスによって打ち抜き、ブランク材を得る方法に代えて、丸棒からなる素材を特殊な形状に成形することにより、材料の無駄のない製造方法を得んとすることである。
【解決手段】
丸棒を切断して得た素材を金型によって軸方向に圧縮し、両端部を半球形に成形するとともに、中央部を大径に膨大させ、半球形に成形された両端部と膨大した中央部との間を適宜形状の中間部で連結した形状の第1半成品を成形する第1工程と、前記第1半成品を互に平行な2個の挟圧面を持つ2個の型の間で板状に変形させる第2工程とを含むものである。
(もっと読む)
鍛造用金型およびそれを用いた段部を有する製品の製造方法
【課題】 所定高さの段部を同時に成形することができるとともに、成形金型の寿命低下や割れ、破損等を防止することができる、鍛造用金型およびそれを用いた段部を有する製品の製造方法を提供することを目的とする。
【解決手段】 鍛造素材33Sを塑性流動させて段部を有する製品を鍛造成形する鍛造用金型61において、段部成形型69は、鍛造素材33Sが塑性流動する方向Xに対して交差する方向に延出する延出部69Aを備え、該延出部69Aには、素材流動を受ける上流面69B側に形成されたコーナ上流部69Cと、該コーナ上流部69Cに接続され、略素材流動方向Xに形成された頂面69Dと、コーナ上流部69Cの下流側に反対面69Fを形成するコーナ下流部69Eとが形成され、コーナ上流69C部は、素材流動を頂面69D側へと受流す素材流動受流し領域(169C)を備えることを特徴とする。
(もっと読む)
1 - 10 / 12
[ Back to top ]