
国際特許分類[B22C23/02]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 工具;前述していない造型用装置 (110) | 鋳型または中子被覆用装置 (78)
国際特許分類[B22C23/02]に分類される特許
1 - 10 / 78
ダイカスト成形方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
離型剤希釈供給装置
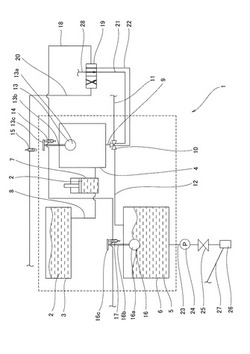
【課題】希釈離型剤液を電気制御無しで貯液タンクに蓄えることができ、コストを削減することができる離型剤希釈供給装置の提供。
【解決手段】離型剤希釈供給装置1は、離型剤原液タンク3と、混合タンク4と、貯液タンク6とを備えている。第1フロート13により第1弁手段14が開状態とされ、且つ、第2フロート16により第3弁手段17が開状態とされた場合に、第1エア管路18から方向切替弁19にエアが供給され、方向切替弁19は離型剤原液2と希釈用液体とを混合タンク4内において混合する為の第1の状態に切替えられる。また、第1フロート13により第1弁手段14が閉状態とされ、且つ、第2フロート16により第2弁手段15が開状態とされた場合に、第2エア管路20から方向切替弁19にエアが供給され、方向切替弁19は混合タンク4内の希釈離型剤液5を貯液タンク6内に供給する為の第2の状態に切替えられる。
(もっと読む)
スプレー装置

【課題】金型のキャビティ面に良好にスプレー剤がスプレーできる生産性に優れたダイカスト機のスプレー装置を提供する。
【解決手段】複数のスプレーノズル11、11、11・・・、12、12、12・・・を備えた可動側パネル4と固定側パネル5が対向配置されたカセット本体2を有し、型開きされた可動型114と固定型112との間にカセット本体2が進入して各スプレーノズル11、11、11・・・、12、12、12・・・から可動型114及び固定型112のキャビティ面114a、112aにスプレー剤をスプレーするダイカスト機のスプレー装置において、エアシリンダ装置25によって後退位置と可動側パネル4から突出る前進位置との間で移動する可動スプレーノズル27を備え、可動スプレーノズル27から可動型のキャビティ面にスプレー剤をスプレーする可動スプレー装置20を備える。
(もっと読む)
バリ除去方法及びその装置
【課題】鋳造作業を行った後の金型から、バリを効率よく除去する。
【解決手段】バリ除去装置は、第1先端アームにエアブロー機構が設けられた第1多関節ロボットと、第2先端アーム34に磁石式バリ除去機構36及び離型剤塗布機構38が設けられた第2多関節ロボットとを具備する。金型14からバリを除去する際には、先ず、エアブロー機構32からの圧縮エアで軽量の異物を除去するとともに、圧縮エアでは除去されることなく金型14に残留したバリを冷却する。その後、磁石式バリ除去機構36を構成する第1磁石列78及び第2磁石列84の磁力によって、金型14に残留したバリを保持する。
(もっと読む)
離型剤塗布装置およびこれを用いた離型剤塗布方法
【課題】キャビティの形状が複雑であったり、キャビティが狭小部を有している場合であっても、離型剤をキャビティに良好に塗布することが可能な離型剤塗布装置およびこれを用いた離型剤塗布方法を提供する。
【解決手段】固定型25と可動型26とを有し型閉じ状態でキャビティを形成する金型33と、可動型26の移動を案内するガイドポスト18とを有する金型装置34に設けられる離型剤塗布装置61であって、型開き状態にある金型33のキャビティ形成部30,31に指向する離型剤塗布ノズル45,90,95と、これらに離型剤を供給する離型剤供給流路46,91,96とが金型装置34内に設けられている。
(もっと読む)
成形装置およびこれを用いた成形方法
【課題】キャビティの形状が複雑であったり、キャビティが狭小部を有している場合であっても、離型剤をキャビティに良好に塗布することができる成形装置およびこれを用いた成形方法を提供する。
【解決手段】固定型25と可動型26とを有し型閉じ状態でキャビティを形成する金型33と、可動型26の移動を案内するガイドポスト18と、ガイドポスト18内に設けられ、型開き状態にある金型33のキャビティ形成部30,31に指向する離型剤塗布ノズル45と、ガイドポスト18内に設けられ、離型剤塗布ノズル45に離型剤を供給する離型剤供給流路46とが設けられている。
(もっと読む)
塗布作業シミュレーション装置
【課題】複数のノズルを備えたスプレー装置に対応し、噴射物の塗布時間を算出する。
【解決手段】塗布作業シミュレーション装置(10)は、スプレー装置(30)に対するノズル(31)の位置および噴射物の噴射形状を指定する指定部(19)と、噴射物の出力等の指令を含むロボット(20)の動作プログラムを実行して、シミュレーションによりロボットの三次元モデルを動作させ、噴射形状の三次元モデルと被塗布部材の三次元モデルとの間の干渉箇所を所定時間毎に算出する干渉箇所算出部(13)と、被塗布部材の三次元モデルの表面上において、干渉箇所のそれぞれにおいて干渉回数を所定時間毎に算出する干渉回数算出部(14)と、所定時間毎の干渉回数から塗布時間を算出する塗布時間算出部(15)と、塗布時間に応じて被塗布部材の三次元モデルの表面を色分けして表示する表示部(16)と、を含む。
(もっと読む)
鋳造装置
【課題】金型や溶湯の設定温度が高い場合でも離型剤を効率よく回収する離型剤回収機を備える鋳造装置を提供する。
【解決手段】鋳造装置は、金型と真空ポンプと離型剤回収機とを備える。金型は、キャビティ内面に離型剤が塗布される。真空ポンプは、金型に配管で接続され、キャビティ内部の気化した離型剤を含むガスを吸い出す。離型剤回収機は、配管に接続され、下部に設けられた吸気口から上部に設けられた排気口に向かう旋回流を発生させてガスから離型剤を分離する。
(もっと読む)
塗布装置
【課題】所望量の塗布剤を吐出可能な塗布装置及びそれを用いた塗布剤の塗布方法を提供する。
【解決手段】離型剤を所定の吐出パターンで対象物に塗布する塗布装置であって、離型剤を対象物に塗布する前に、作業者が対象物に応じて吐出パターンを選択し(ステップS1)、選択吐出パターンの1サイクルあたりの離型剤の吐出量を、流量計によって所定のインバータの出力周波数ごとに算出し(ステップS2)、算出された離型剤の吐出量と、当該吐出量に対するインバータの出力周波数とに基づいて、インバータの出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータの出力周波数を算出する(ステップS3)、初期作業が行われる。
(もっと読む)
塗型材塗布装置及び塗型材塗布方法
【課題】噴射部材に塗型材を導く導入部材の撓みを防止することにより、金型の内面に効率的に塗型材を塗布することができる塗型材塗布装置及び塗型材塗装方法を提供する。
【解決手段】塗型材塗布装置10は、塗型材Tが収容される塗布装置本体16と、塗布装置本体から一方向に延びて塗型材が導かれる導入部材18と、導入部材の先端に設けられて導入部材から導かれた塗型材を回転する円筒状の金型12の内面に噴射する噴射部材22と、導入部材に設けられた支持機構24とを有し、金型の内面に塗型材を塗布する際に、導入部材は、金型の内面に接触した状態で導入部材を支持する。
(もっと読む)
1 - 10 / 78
[ Back to top ]