
国際特許分類[B22C7/00]の内容
国際特許分類[B22C7/00]の下位に属する分類
国際特許分類[B22C7/00]に分類される特許
1 - 10 / 36
鋳型設計方法および鋳型
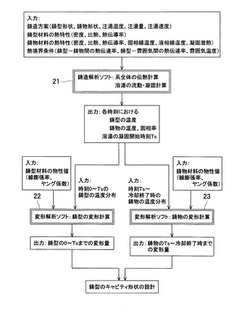
【課題】ニアネットシェイプ鋳造の精度をより高め、かつ、鋳造後の鋳物成品が寸法不足とならないように鋳型のキャビティ形状を設計することである。
【解決手段】鋳物の凝固開始時から冷却終了までの変形量を変形解析ソフト23で求めるのみでなく、注湯から凝固開始時までの鋳型の変形量も変形解析ソフト22によって求め、求められた鋳型と鋳物の変形量に基づいて、キャビティ形状を設計することにより、凝固開始時における鋳型のキャビティ形状を鋳型設計に反映させて、ニアネットシェイプの精度をより高め、かつ、鋳造後の鋳物成品が寸法不足とならないようにした。
(もっと読む)
マスターモデルの製作方法

【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
鋳型造型金型及び同金型段替え方法
【課題】作業者が鋳型造型金型の段替え作業等を簡便に行えるようにする。
【解決手段】上型1及び下型2の各々が、互いに水平方向に分割可能に構成された複数の分割型からなり、上型1及び下型2各々の複数の分割型同士をそれぞれ一体化するように該分割型をクランプする上型及び下型クランプ装置と、下型2の下側に設けられ、エジェクタピン47が立設された第1エジェクタプレート48と、上下方向に進退可能に構成された押出ロッドにより上側に押圧されるように構成され、リターンピン52が立設された第2エジェクタプレート49と、第1エジェクタプレート48を第2エジェクタプレート49に着脱可能に取り付けるエジェクタプレート着脱装置61とを備える。
(もっと読む)
凍結鋳造用模型及びこの模型を用いた凍結鋳型の製造方法
【課題】ベントホール痕を有さない高品質の製品(鋳物)を製造することができ、模型の寿命を大幅に延ばすことができる凍結鋳造用模型及びこの模型を用いた凍結鋳型の製造方法を提供する。
【解決手段】アルミニウム等の金属粉末を樹脂で接着することにより形成された多数の通気孔を有する多孔質材料からなる凍結鋳造用模型1を使用し、水分を含んだ鋳物砂を型枠に内蔵した模型の周囲に充填し、前記模型に形成された通気孔を介して冷気を吸引して鋳物砂8内に冷気を通過させることにより凍結鋳型を製造する。
(もっと読む)
鋳物の製造方法
【課題】注湯前に鋳型内に炭化物や樹脂が残存しにくいキャビティを形成して鋳物を製造する。
【解決手段】第1鋳物砂と有機系樹脂を主材とする第1粘結剤とを混合して第1混合物を形成すると共に、第2鋳物砂と第1粘結剤よりも耐熱性の高い第2粘結剤とを混合して第2混合物を形成し、第1混合物を造形して通気性のある模型4を形成し、模型4を第2混合物中に埋設して模型一体型の鋳型1を形成し、鋳型1内に埋設した模型4の第1粘結剤を加熱によって分解させ、鋳型1から模型4を形成する第1鋳物砂を取り出して鋳型1内にキャビティ3を形成し、そのキャビティ3に注湯して鋳造品を形成した後、鋳型1を分解して鋳造品を取り出す。
(もっと読む)
石膏鋳型の製造方法、石膏鋳型および石膏鋳型による精密部品の製造方法
【課題】石膏鋳造法による鋳造製品は、石膏鋳型の勘合の僅かなずれ及び鋳造時の押湯高さの違いにより、後加工となる機械加工原点のばらつきを生じ製品寸法がばらつくという問題があった。
【解決手段】製品寸法に収縮率を付与したマスターモデルにさらに加工代を追加した上で、加工代に冷却促進作用を有する加工基準部材15a〜15dを挿入したマスターモデル1を元に石膏鋳型3を作成する。この石膏鋳型を用いて鋳造製品4を製作した場合、加工基準部材が鋳造後の鋳物の収縮状態を把握する点と点をなし一連の加工基準となり、精密な構造の製品が製造可能となる。
(もっと読む)
中空部品のためのインベストメント鋳造プロセス
低圧振動支援鋳造プロセスを使用して柔軟なモールド(24)内で成型されるセラミックコア(10)を利用するガスタービンブレードなどの中空部品のためのインベストメント鋳造プロセス。柔軟なモールドは、比較的低い精度の機械加工プロセスを使用して柔軟な材料から機械加工されるマスターツール(14)から成型され、比較的高い精度の表面がマスターツールに組み込まれる精密成形挿入体(22)によって規定される。所望の部品間精度をもって所望の速度でセラミックコアを形成できるようにするために複数の同一の柔軟なモールドが単一のマスターツールから形成されてもよい。 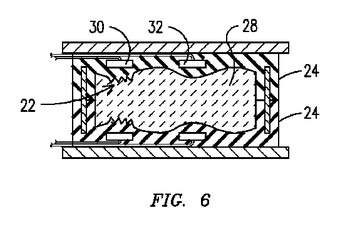 (もっと読む)
(もっと読む)
鋳型、鋳型の製造方法、鋳造物の生産方法
【課題】鋳型を製造するための技能を身に付けるには長年の経験を要し、熟練した技能を有する者であっても所望の鋳型を製造するには多大な時間を要するという問題があった。また、特殊な機械を製造して行う方法は、一品製作物である鋳物の鋳型に対しては製造コストの負担が大きく、かえって効率が悪いという問題もあった。
【解決手段】本実施例の鋳型の製造方法は、格子状模型の各区画に鋳物砂等の充填物を詰め込んで鋳型の所望の曲面を形成し、目的とする鋳型を製造する方法である。当該格子状模型は一般的な工作機械によって製作可能な板状の仕切りから構成されるため製造が容易であり、複雑な曲面を有する鋳型を短期間で製造することが可能である。
(もっと読む)
一部に消失模型を有する模型およびそれを用いる鋳造方法
【課題】生型に使用する模型を改良することによって、簡単な構造の模型となすと共に鋳造工程の作業性を大幅に改善すること。
【解決手段】生型に使用する模型であって、金型もしくは木型で製作される既存模型と、該既存模型に溶湯の熱によって消失する材料からなる消失模型を取り付け、鋳物砂を充填し造形する際に前記消失模型が既存模型から分離し鋳物砂に収納されている模型。且つ、模型の突出部など割り型を必要とする突起部分が鋳込み時の溶湯の熱によって消失する材料で構成され、前記突起部分が造形時に模型から分離し鋳物砂の中に残っている生型を使用し、所望する溶湯を鋳込む鋳造方法。
(もっと読む)
金型の冷却構造及び当該冷却構造を用いる金型の冷却方法
【課題】冷却穴の内端部よりも金型外方に位置している溶湯流入空間の溶湯を積極的に冷却することができる金型の冷却構造及び当該冷却構造を用いる金型の冷却方法の提供。
【解決手段】冷却穴12aに挿入される冷却パイプ20は、第2外パイプ23の中に外パイプ21が同芯状に配置され、外パイプ21の中に内パイプ22が同芯状に配設されている。外パイプ21と内パイプ22との間の空間が外側流路20aとされ、内パイプ22内部の空間が内側流路20bとされる。大径部12e内面と第2外パイプ23との間の空間が第2外側流路20cとされ、第2外パイプ23と外パイプ21との間の空間が第2内側流路20dとされる。内側流路20b内に供給された冷却水は、狭小部10b近傍の位置に形成された小径部12d内に流入し、第2内側流路20d内に供給された冷却水は、広大部10cの近傍の位置に形成された空間12fへ流入する。
(もっと読む)
1 - 10 / 36
[ Back to top ]