
国際特許分類[B22C9/00]の内容
国際特許分類[B22C9/00]の下位に属する分類
形状体鋳造品用砂型または類似の鋳型 (407)
形状体鋳造品用永久鋳型 (739)
溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
中子;中子の製作または取付け (324)
鋳型または中子の処理,例.乾燥,硬化 (72)
仕上げ (2)
重ね鋳型,即ち多数の鋳型または鋳枠の配列 (6)
特殊形状体鋳物用鋳型 (382)
国際特許分類[B22C9/00]に分類される特許
61 - 70 / 190
金型の熱解析方法、および金型の熱解析プログラム
【課題】各解析対象部位の熱伝達係数を容易に短時間でそれぞれ適切な値に設定して、精度よく金型の熱解析を行うことができる方法およびそのプログラムを提供する。
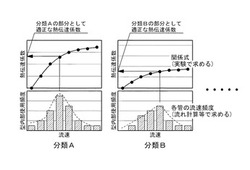
【解決手段】金型モデル1を準備し、この金型モデル1の冷却構造2の各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・をその内部を流通する冷却流体の流速に基づいて分類し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・の熱伝達係数をそれぞれ求め、各分類A、B、Cにおいて、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を流通する冷却流体の流速のうちで最も高い頻度の冷却流体の流速に対応する熱伝達係数を求めてこの熱伝達係数を高頻度特性対応熱伝達係数として設定し、各解析対象部位A1〜A6、B1〜B2、C1〜C2・・・を、それぞれ属する分類A、B、Cに設定された高頻度特性対応熱伝達係数を用いてCAEにより熱解析する。
(もっと読む)
鋳造装置

【課題】溶湯を冷却することができ、且つ、溶湯が凝固するときに破損し難い冷却ピンを備えた鋳造装置を提供する。
【解決手段】鋳造装置1は、金型20と冷却ピン10とを備える。金型20は、溶湯が充填されるキャビティ4を区画する。冷却ピン10は、金型20に支持される基部13と、基部13から延びてキャビティ4内へ突出するピン部11と、基部13及びピン部11の内部に穿設された管路部16とを有し、管路部16を流通する冷却液によって冷却される。冷却ピン10の基部13は、金型20に対して僅かに揺動自在に支持されて、溶湯の凝固に応じて揺動自在な範囲で傾動する。この傾動によって冷却ピン10に発生する応力の一部を逃がすことができる。このため、冷却ピン10に発生する応力を低減させることができ、基部13への応力の集中を抑えることができる。従って、冷却ピン10が破損し難い。
(もっと読む)
鋳型洗浄装置およびこれを用いた鋳型洗浄方法
【課題】金属溶解用鋳型内面に形成された付着物を効率よく分離除去することができるのみならず、鋳型を傷つけないような適切な応力に調整された状態で付着物を除去することができ、かつ、付着物を除去することができた終点を的確に判断できる装置および方法を提供する。
【解決手段】ロボットアームと、アーム旋回手段と、アーム伸縮手段と、ロボットアームの先端部に配設された駆動部と、駆動部に装着された掻取り治具とから構成されており、掻取り治具は、ロボットアームの駆動によって鋳型内面を水平方向または鉛直方向に自在に移動可能であることを特徴とする鋳型洗浄装置。また、この鋳型洗浄装置を用いて、アーム旋回手段およびアーム伸縮手段を遠隔操作して、ロボットアームを鋳型内部において動作させ、水冷銅鋳型の内面に残留している固形物を離除去することを特徴とする鋳型洗浄方法。
(もっと読む)
ダイカスト離型剤の評価方法
【課題】鋳物が金属ブロックから離れる時の引張り力や、金属ブロックから離された鋳物の観察について、より信頼性の高い評価結果を得ることができる、ダイカスト離型剤の評価方法を提供することを課題とする。
【解決手段】凹状または凸状または凹凸状に形成される凹凸部2を表面に備える凹凸金属ブロック1を所定の温度に加熱する凹凸金属ブロック加熱工程S1と、凹凸金属ブロック1の表面に離型剤4を塗布する離型剤塗布工程S2と、離型剤4が塗布された凹凸金属ブロック1に筒状金属部材10を配置する筒状金属部材配置工程S3と、凹凸金属ブロック1に配置された筒状金属部材10内に溶湯5aを注湯する注湯工程S4と、筒状金属部材10を牽引して鋳物5bが凹凸金属ブロック1から離型する際の引張り力を測定する引張り力測定工程S5と、凹凸金属ブロック1から離型した鋳物5bの観察を行う観察工程S6と、を具備するダイカスト離型剤の評価方法。
(もっと読む)
鋳造用金型のガスベント装置
【課題】中子を用いた鋳造作業において、金型から容易に取り外しが可能であり、メンテナンスを迅速かつ容易に行うことができる鋳造用金型のガスベント装置を提供する。
【解決手段】ガスベント装置10は、上型2に組み込まれ、上端側を上型2の上面に臨ませるとともに下端側をキャビティ6へ臨ませてなる筒状のガイド部材30と、ガイド部材30の内部にスライド自在に挿通し、中子Sに当接する下端部40aを有するとともに、上端部に外径よりも大径となる爪部42を有するベントパイプ40と、ガイド部材30の上端側に設置され、ベントパイプ40の上端側をスライド自在に挿通する挿通部54を有するとともにベントパイプ40に導入されたガスを排出するための排出孔56を有し、挿通されたベントパイプ56を挿脱自在に保持する保持装置53を有してなるホルダ50と、を備える。
(もっと読む)
表面温度測定装置用測定窓
【課題】金型鋳造設備の稼動中に、前記金型鋳造設備の操作側の安全ドアの外から、安全かつ簡便に、金型キャビティ表面の表面温度を測定可能とする手段を提供する。
【解決手段】金型を使用する金型鋳造設備において、オペレーターのいる操作側の安全ドアに、金型を開いたときに、パーティングライン上でなく、固定金型側および可動金型側の金型キャビティ表面の表面温度を、それぞれ測定可能な位置に配設された、少なくとも2箇所の表面温度測定装置用の測定窓であって、前記装置の先端部を前記測定窓に挿入するとき、前記装置の先端部を前記金型キャビティ表面に向けられるように、前記装置の先端部外寸より大きい寸法の開口部を有する表面温度測定装置用の測定窓を設ける。
(もっと読む)
真空金型装置及びこの真空金型装置によって製造された成形品
【課題】高真空状態を維持しながらシール材の磨耗、破断及び劣化を防ぐことのできる真空金型装置を提供する。
【解決手段】可動板1にはキャビティ2を有する上金型3を取り付けるとともに固定板8には成形材料10が入れられる下金型9を取り付け、上金型3のパーティング面6と下金型9のパーティング面12とを嵌合させ、キャビティ2を真空状態に保ちながら上金型3を下降させることにより成形品を成形するに際し、上金型3のパーティング面6に大きさの異なる複数のシール材7a〜7cを設置し、複数のシール材7a〜7cが下金型のパーティング面12に順番に接触するように下金型のパーティング面12にテーパ面13a〜13c及び凹部14a〜14cを設ける。
(もっと読む)
ダイキャスト用チルベントのガス抜き装置
【課題】本発明は鋳造の試運転時に溶湯が外部へ吹き出ず、且つ、チルベントの山形状の溝に凝固した材料が容易に取り除かれて、ダイキャストの生産性が向上可能なものとなると共に真空ポンプの中に細かなダストが入ることを防止出来るダイキャスト用チルベントのガス抜き装置を提供することを目的とする。
【解決手段】ダイキャスト用チルベントの固定型チルブロック1に、ガス抜き通路3の入口側に受圧バルブ4を配置すると共に出口側に閉鎖バルブ5を配置させ、且つ、受圧バルブ4の作動を閉鎖バルブ5に伝える揺動可能な開閉レバー6を備えると共に該開閉レバー6の中央部61が軸支され、受圧バルブ4と閉鎖バルブ5との間に、開閉レバー6が閉鎖バルブ5の開方向に押圧されるコイルバネの開放手段7を備えた構造とする。また開閉レバー6の中央部61及び両端部62の接触面を曲面状に形成させると良い。
(もっと読む)
鋳造用金型のガスベント装置
【課題】中子を用いた鋳造作業において、金型から容易に取り外しが可能であり、メンテナンスを迅速かつ容易に行うことができる鋳造用金型のガスベント装置を提供する。
【解決手段】鋳造用金型のガスベント装置は、上型2に組み込まれ、上端側を上型2の上面に臨ませるとともに下端側をキャビティ6へ臨ませてなる筒状のガイド部材30と、ガイド部材30の内部に下端側をスライド自在に挿通し、中子Sに当接する下端部43を有するとともに、中間部にフランジ部42を備えてなるベントパイプ40と、ベントパイプ40の上端側44を挿通する挿通部54を有し、フランジ部42に下端を当接してなるホルダ50と、を備え、ホルダ50は、上端側にガスを排出するための排気孔56を有するとともに、ベントパイプ40を固定するための固定具53と、固定したベントパイプ40をガイド部材30に脱着するための取っ手52と、を備える。
(もっと読む)
凝固曲線から溶湯の清浄度判定をする方法及びその装置
【課題】非鉄金属又は非鉄金属を主成分とした合金の溶湯が鋳造品の品質に悪影響を与えるか否かの判定を誤差の生じやすい人による計測に依存せず極めて短時間で自動的に判定できる方法及び装置を提供することである。
【解決手段】鋳造に利用する溶湯の清浄度判定方法において、事前に凝固曲線から把握できるデータと相関のとれた清浄度判定データベースを作成しておき、検査しようとする溶湯の凝固曲線上において液相中に固相が晶出するまでの範囲内で設定した第一の凝固温度に到達した時間と、固相の状態になった直後の温度から温度降下中の範囲内で設定した第二の凝固温度に到達した時間との差の判定凝固時間又は/及び初晶過冷度幅から清浄度判定データベースを基に溶湯の清浄度の判定をすることで計測の誤差がなく極めて短時間で溶湯の清浄度判定ができる。
(もっと読む)
61 - 70 / 190
[ Back to top ]