
国際特許分類[B22C9/00]の内容
国際特許分類[B22C9/00]の下位に属する分類
形状体鋳造品用砂型または類似の鋳型 (407)
形状体鋳造品用永久鋳型 (739)
溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
中子;中子の製作または取付け (324)
鋳型または中子の処理,例.乾燥,硬化 (72)
仕上げ (2)
重ね鋳型,即ち多数の鋳型または鋳枠の配列 (6)
特殊形状体鋳物用鋳型 (382)
国際特許分類[B22C9/00]に分類される特許
71 - 80 / 190
鋳造用金型の自動修復装置
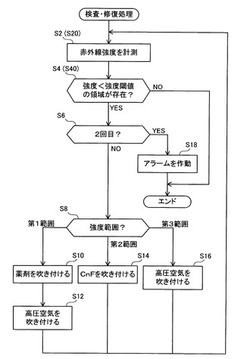
【課題】金型の表面に生じた異常が異物付着かその他の事象に起因するものかを判別し、可能な限り自動的に異常を修復する装置を提供する。
【解決手段】修復装置は、赤外線放射率が予め定められた放射率基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、型表面にアルカリ薬剤を塗布する薬剤塗布器と、型表面に高放射率剤を塗布する高放射率剤塗布器と、型表面に空気を吹き付けるエア噴射器と、移動機構を備えている。移動機構は、薬剤塗布器と高放射率剤塗布器とエア噴射器の夫々を移動させる。この修復装置は、赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へアルカリ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付ける。
(もっと読む)
モールドパウダーの滓化特性および溶融性の評価方法

【課題】 目開きaと目開きbの各篩でモールドパウダーを篩分けする際、モールドパウダーの基材パウダーの滓化特性および溶融性を評価する。
【解決手段】 目開きaと目開きbの各篩でモールドパウダーを篩分けし、これらのモールドパウダーの各篩上をスラグ化率(%)としてRSL,aとRSL,bとし、RSL,aとRSL,bの差をΔRSLとする時、このΔRSLとRSL,aからモールドパウダーの基材パウダーの滓化特性および溶融性を評価する。この場合、RSL,a、RSL,b、ΔRSLは、モールドパウダーの粒径の分布範囲を粒径a未満の大きさのαと、粒径a〜粒径b間の大きさのβと、粒径bを超える大きさのγとする時、下記の式で表示される。
RSL,a=100(mβ+mγ)/(mα+mβ+mγ)……(1)
RSL,b=100mγ/(mα+mβ+mγ)……(2)
ΔRSL=RSL,a−RSL,b=100mβ/(mα+mβ+mγ)……(3)
(もっと読む)
鋳造用金型及び鋳造法
【課題】溶湯感知センサーを容易に着脱可能な金型及びこの金型を用いた鋳造法の提供。
【解決手段】固定ホルダー11を備える固定型と、固定型に対して進退可能である可動型とを有し、固定ホルダー11には可動型と当接する固定型分割面10Aを有し、内部にキャビティとキャビティに連通し金属溶湯が流通するガス抜き通路1cを画成する鋳造用金型1において、固定ホルダー11にはガス抜き通路1cに露出し金属溶湯と接触して感知する感知センサー42と感知センサー42を保持すると共に固定型分割面10Aの一部を構成する埋子41とを有するセンサーユニット40が設けられ、センサーユニット40が設けられた固定ホルダー11に対して、埋子41の背面側から固定型分割面10A側へとセンサーユニット40を移動させる打出し治具50を備える鋳造用金型及び鋳造用金型を用いた鋳造法を提供する。
(もっと読む)
鋼の凝固組織検出方法
【課題】鋼中の溶質元素濃度が低く、特に炭素濃度が0.01質量%以下の低炭素鋼についても、腐食で凝固組織を顕出し、それによって鋼の凝固組織を検出する方法を提供する。
【解決手段】鋼鋳片の試料の断面を研磨し、試料温度を40〜90℃に加熱し、その後試料の研磨面を腐食液に接触させて研磨面を腐食することを特徴とする鋼の凝固組織検出方法である。さらに腐食液の温度を40〜90℃に加熱し、その後試料の研磨面を腐食液に接触させる。試料を腐食液に接触後も腐食液の温度が低下することがなく、高温の腐食液を用いた場合の腐食能力が高位に維持され、溶質濃度差による電位差を利用した電気化学的腐食が短時間に進行し明瞭な凝固組織を顕出できる。腐食液の温度を試料の温度に対して−10〜−5℃ないし+5℃以上とすると好ましい。
(もっと読む)
部分凝固鋳塊鋳造用組立鋳型及び部分凝固鋳塊の加工試験用準備方法。
【課題】 凝固シェルが十分薄く、かつ、多様な鋳塊サイズに対応することのできる部分凝固鋳塊鋳造用組立鋳型を提供すること、及び、その鋳型を用いて加工試験用部分凝固鋳塊の準備方法を提供する。
【解決手段】 部分凝固鋳塊鋳造用組立鋳型を分割鋳型と該分割鋳型を固定・分離可能に載置する定盤とからなり、前記定盤は前記分割鋳型を立位に固定する手段を備えるものであり、前記鋳型は、該鋳型を高さ方向に沿って分割してなるセグメントを前記定盤上で組立・分離可能に構成する。
(もっと読む)
鋳造品の中空部閉塞検査装置及び検査方法
【課題】エアの乱流を整流化させることにより、安定した検査が可能となる鋳造品の中空部閉塞検査装置及び検査方法を提供する。
【解決手段】複数の経路を有する中空部であるウォータジャケット7が設けられたシリンダヘッドの閉塞の有無を検査するための検査装置であって、前記複数の経路のうち閉塞の有無を検査する経路8の一端近傍に設置され、該一端近傍から前記経路8に対してエアを供給するエア供給手段2と、前記経路8の他端近傍に設置され、該他端近傍から排出されるエアを整流化する整流化手段である整流化コマ3と、前記整流化コマ3の下流側に設置され、該整流化コマ3から排出されるエアの風速を計測する風速計測手段と、を備える。
(もっと読む)
減圧鋳造システム
【課題】メンテナンスの頻度を低くすることができ、生産効率を向上することができる減圧鋳造システムの提供。
【解決手段】キャビティからガスを抜く吸引装置とキャビティとの間に、キャビティから延出する溶湯通路44と、溶湯通路44と吸引装置とを連通させるガス通路47と、案内面55A内を摺動可能に設けられ溶湯通路44の溶湯圧で作動する受圧バルブ51と、受圧バルブ51の作動に連動してガス通路47を閉じるシャットオフバルブ52とが設けられ、受圧バルブ51には、案内面55Aとの隙間に進入した溶湯を収容可能なバリ溝71が形成されている。
(もっと読む)
鋳造用金型及び鋳造法
【課題】ガス抜き装置をキャビティに近接させて固定型内部に設置することが可能であり、キャビティとガス抜き装置との間のガス抜き路を短くすることができる鋳造用金型及び鋳造法の提供。
【解決手段】鋳造用金型1は、弁体52を有するガス抜き装置ユニット50と、該ガス抜き装置ユニット50が嵌合収容されるユニット収容空間10aが形成された固定型10と、該固定型10に相対向する可動型20とを有する。鋳造用金型1の内部にはキャビティ1aが画成され該キャビティ1aと外気とを連通するガス抜き路1dが形成される。ガス抜き装置ユニット50には冷却通路51bが形成され、該固定型10には該冷却通路51bと連通する冷却水用管部材62、63が設けられている。
(もっと読む)
引け巣発生方法及び引け巣観察方法
【課題】引け巣を鋳造金型内の所望位置に容易に発生させ、該引け巣の挙動を観察することのできる引け巣発生方法及び引け巣観察方法を提供する。
【解決手段】本引け巣発生方法及び引け巣観察方法によれば、鋳造金型2内に予め引け巣の発生源3を配置することにより、溶湯の流入後に引け巣を容易に発生させて、その後引け巣の挙動を観察することができる。
(もっと読む)
鋳造内部欠陥検査支援装置及び方法
【課題】鋳巣の種類の判別を確実に行なうことができる鋳造内部欠陥検査支援装置及び方法を提供する。
【解決手段】鋳造品の各部分に対応する部分対応三次元形状モデル32pの変形量を算出し、モデル32p毎の変形量に基づいて、モデル32p毎の計算対象範囲Kを設定し、判別対象とされる鋳巣(鋳巣モデル34)を含むモデル32pの計算対象範囲Kでベストフィット処理し、鋳巣の種類(引け巣及びガス巣)の判別を行う。ベストフィット処理を判別対象とされる鋳巣モデル34を含む部分対応三次元形状モデル32pの計算対象範囲Kで行うので、鋳造品の加熱処理に伴って部分的に大きい値となる変形量に起因して先行技術で生じ得る、計算対象範囲Kからの対象となる鋳巣モデルの逸脱を回避でき、この分、鋳巣の種類の判別をより確実に行なうことができる。
(もっと読む)
71 - 80 / 190
[ Back to top ]