
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
1 - 10 / 739
成形装置および成形方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋳造方法及び鋳造金型
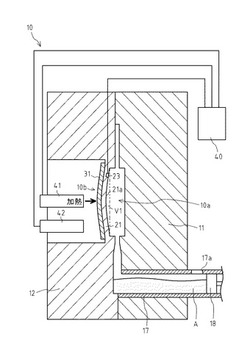
【課題】簡易でコンパクトな設備構成により、製品の品質に影響を与えることなく巣の発生を抑止することが可能となる、鋳造方法及び鋳造金型を提案する。
【解決手段】キャビティ10aに溶湯Aが充填されて鋳造が行われる鋳造金型10において、キャビティ10aを形成する部分が薄板部21で構成されるとともに、薄板部21のキャビティ10aを形成する側と反対側の面に、薄板部21よりも熱膨張率の大きい薄板部材である変形部31が設けられて、薄板部21と変形部31とでバイメタル構造部10bが形成され、溶湯Aがキャビティ10aに充填される前に変形部31を加熱することにより変形部31を膨張させて、キャビティ10aの容積を増大させる加熱手段41と、溶湯Aが凝固する際に変形部31を冷却することにより変形部31を収縮させて、キャビティ10aの容積を縮小させる冷却手段42と、が配設される。
(もっと読む)
鋳造用金型の塗型方法

【課題】簡単な構成で塗型剤の被膜を安定して確実に鋳造用金型に形成することができる鋳造用金型の塗型方法を提供する。
【解決手段】本発明の鋳造用金型の塗型方法は、鋳造用金型に水性塗型剤を塗型するものであって、鋳造用金型を予熱する工程S1と、この鋳造用金型に対して珪酸ナトリウムまたは珪酸カリウムの濃度が1.9〜5.0重量%の水性塗型剤を塗布する工程S2とを行う。そして、本発明の鋳造用金型の塗型方法はさらに、予熱工程S1で鋳造用金型を170〜250°Cに予熱する。また、本発明の鋳造用金型の塗型方法はさらに、水性塗型剤が塗布された鋳造用金型を130°C以下に冷却する。
(もっと読む)
ダイカスト装置およびダイカスト製造方法
【課題】溶湯充填時間を求め、これによりガス抜き通路断面積を大きくしてガスの巻き込みを有効に防止することができるダイカスト装置およびダイカスト製造方法を提供する。
【解決手段】キャビティを有する金型と、前記金型に配置され、前記キャビティに溶湯を射出する入口となるゲートと、前記金型に配置され、前記キャビティのガス抜きを行なう排気側通路と、を有するダイカスト装置とこれを用いたダイカスト製造方法である。前記ゲートには溶湯の到達を検出する入口センサーが配置され、前記排気側通路には同じく出口センサーが配置され、前記入口センサーから出力される入口側検出信号と、前記出口センサーから出力される排気側検出信号との時間差により、前記キャビティに対する溶湯充填時間を算出するコントローラーが配置されたことを特徴とする。
(もっと読む)
スライドコアガイドユニット
【課題】ピンホルダへ傾斜ピンを装着する際の作業性がよく、かつより低コストで製造可能な高強度なスライドコアガイドユニットを提供する。
【解決手段】スライドコアガイドユニット1は、スライドプレート3のトラニオン挿入穴32の外周領域において、スライドプレート3とピンホルダ2のホルダ本体21との間に挟み込まれたウェーブワッシャ4を有する。ウェーブワッシャ4は、中心軸O1方向に起伏する波形状に曲げ加工されており、2つのベースブロック51のガイド溝511に収容されたスライドプレート3の表面31Bとピンホルダ2のホルダ本体21の側面211A,211Bとの間で圧縮されて中心軸O1方向に弾性変形している。そして、その復元力Fで、ピンホルダ2のホルダ本体21を両側面211A,211B側から押圧している。
(もっと読む)
金型位置決め機構
【課題】スライドコアの倒れや傾きを防止し、製品の品質悪化やバリ発生を防止し安定生産を可能とする金型位置決め機構を提供する。
【解決手段】鋳造しようとする製品形状部の下側形状に対応した表面形状の表面21sを有する下型21と、下型21上を移動可能に設けられ製品形状部の側面形状に対応した表面形状の表面22s、23s、24s及び25sを有するスライドコア22、23、24及び25と、製品形状部の上側形状に対応した表面形状の表面26sを有する上型26と、上型26に当接して上型26の型締め時の高さ位置を規定するコーナポスト41、42、43及び44と、を備え、コーナポスト41、42、43及び44は、スライドコア22、23、24及び25のプラテン22b、23b、24b及び25bに当接してスライドコア22、23、24及び25の型締め時の位置を規定する。
(もっと読む)
鋳造用金型
【課題】軽金属鋳造において細穴鋳抜き部や狭部の冷却を行うために、銅−水型ヒートパイプを耐熱限界下で使用可能とする鋳造用金型を提供する。
【解決手段】ヒートパイプ22を含む冷却部20を備えた鋳造用金型10であって、ヒートパイプ22は、金型10内に配置されて入熱部22aとされた一端部と、冷却部20内に配置されて凝縮部22bとされた他端部とを備え、入熱部22aは、断熱スリーブ35を介して金型10に接触し、凝縮部22bは、冷却部20内に設けられたインナーチューブ23の内部に配置される。
(もっと読む)
減圧成形型
【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
金属−セラミックス複合材の製造方法及び金属−セラミックス複合材
【課題】 複雑形状であっても亀裂や破損のないプリフォームを成形することができる金属−セラミックス複合材の製造方法と、その製造方法により得られる複雑形状の金属−セラミックス複合材を提供する。
【解決手段】 セラミックスを強化材としたプリフォームに、基材である金属を含浸させる金属−セラミックス複合材の製造方法であって、プリフォームの成形方法が、有機バインダーを被覆した骨材である有機バインダー被覆骨材からなる鋳型を造型した後、該鋳型に、セラミックスと無機バインダーとを混合したスラリーを充填し、焼成し、離型する方法であることとした金属−セラミックス複合材の製造方法と、その製造方法により得られる金属−セラミックス複合材。
(もっと読む)
鋳造装置
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、複数のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と複数の鋳型2と複数の貯留槽3とを備える。各鋳型2の外周面には、冷却抑制部材24が設けられ、互いに隣接する鋳型2間には、輻射熱伝達防止部材41が設けられている。そして、各鋳型2の鋳型条件Sm、および平均鋳型条件SAVが、(|SAV−Sm|/SAV)×100≦3の関係を満たす。
(もっと読む)
1 - 10 / 739
[ Back to top ]