
国際特許分類[B22D1/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造前のとりべ中または湯道中での溶融体の処理 (317)
国際特許分類[B22D1/00]に分類される特許
1 - 10 / 317
転炉吹錬終点温度設定方法
【課題】転炉吹錬、2次精錬、鋳込み工程を有する製鋼プロセスにおける、適正な転炉吹錬終点温度を設定する方法を提供する。
【解決手段】転炉吹錬終了以降の溶鋼温度降下量を、転炉出鋼時の脱酸形態に応じて、脱酸形態ごとに予め設定された溶鋼温度降下量の予測式を用いて予測し、予測された溶鋼温度降下量と要求溶鋼温度から、転炉吹錬の吹錬終点温度を設定する。溶鋼温度降下量の予測は、選定した操業因子について、予め、脱酸形態ごとに、重回帰分析により回帰係数を求め、その回帰係数を用いて予測式を設定し、その予測式を用いて算出する。これにより、予測式の適用範囲が拡大し、予測精度が向上し、製造コストの低減が可能となる。
(もっと読む)
高清浄度鋼の製造方法
【課題】取鍋からタンディッシュへの溶鋼注入中に吹き込まれるガスの気泡により介在物を効率よく捕捉することで、溶鋼中の介在物を効果的に除去し、清浄度の高い鋼を製造する。
【解決手段】底部の出鋼口3に溶鋼の流量調整手段4を介して注入管5が接続された取鍋1を用い、この取鍋1内の溶鋼を、下部をタンディッシュ2内の溶鋼に浸漬させた注入管5を通じてタンディッシュ2に出鋼するに際し、取鍋の出鋼口3から流量調整手段4までの間に配したポーラスプラグ6を通じて、溶鋼中に不活性ガスを吹き込むとともに、注入管5の上端寄りの位置から、注入管5内を流れる溶鋼中に不活性ガスを吹き込む。吹き込まれたガスの微細化、溶鋼中での気泡の滞留時間の確保、及び注入管内での負圧による気泡の膨張の抑制により、吹き込みガスの気泡により介在物を効率よく捕捉できる。
(もっと読む)
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法

【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
高清浄度鋼の製造方法
【課題】 取鍋内スラグを十分に固化させて取鍋からタンディッシュへの流出を防止するとともに、取鍋内スラグの近傍に存在する溶鋼の清浄性を従来に比較して更に向上させ、高速鋳造下であっても介在物の少ない清浄性に優れた鋳片を製造する。
【解決手段】 転炉から取鍋へ未脱酸状態のまま出鋼し、出鋼後、取鍋内のスラグに金属AlまたはAlドロスを添加してスラグ中の低級酸化物を還元するとともに、スラグのMgO濃度が6〜15質量%となるように、MgCO3含有物質をスラグに添加し、次いで、真空脱ガス装置において、溶鋼中炭素と溶存酸素とを反応させて溶存酸素濃度を0.050質量%以下まで低減し、溶存酸素濃度が0.050質量%以下となった後に金属Alで溶鋼を脱酸し、Mnは脱酸剤として使用せず、溶鋼のMn成分の調整が必要なときには、前記のAl脱酸後にMn含有金属を添加してMn調整を行い、その後、溶鋼を連続鋳造機でスラブ鋳片に鋳造する。
(もっと読む)
溶接熱影響部の靱性に優れた鋼板およびその製造方法
【課題】溶接熱影響部(HAZ)の靱性に優れた鋼板およびその製造方法の提供。
【解決手段】 質量%で、C:0.02〜0.2%,Si:0.03〜0.5%,Mn:0.5〜2.0%,P:0.02%以下,S:0.002%未満,Al:0.005〜0.08%,Ti:0.003〜0.02%,N:0.002〜0.009%,O:0.001〜0.0035%,Ca:0.0003〜0.0045%を含有し、残部はFe及び不純物からなり、下記の(1)式、(2)式および(3)式を満足する化学組成を有する鋼板であって、溶接熱影響部のミクロ組織において、島状マルテンサイトの面積率が1.0%未満であり、かつ鋼中にAlとCaを含む粒径5.0μm以下の介在物が存在し、その介在物のアスペクト比が1.9以下であることを特徴とする溶接熱影響部の靱性に優れた鋼板。さらに、Cu,Ni,Cr,Mo,V,Nb及びBの1種以上を含有してもよい。
0.50≦Ca/O≦1.30 ・・・・・(1)、
Pcm*≦0.23 ・・・・・(2)、
Pcm*−0.75C≧0.1 ・・・・・(3)
(もっと読む)
球状黒鉛鋳鉄の製造方法、および、球状黒鉛鋳鉄を用いた車両用部品
【課題】希土類元素を含有しない球状化剤を使用しても、薄肉部におけるチル化を抑制でき、車両用部品として高い特性を備えた球状黒鉛鋳鉄を提供する。
【解決手段】取鍋で、溶湯に、希土類元素を含有しないFe−Si−Mg系合金の球状化剤を用いた球状化処理、Fe−Si系接種剤を用いた接種処理を行い、その後、この溶湯を鋳型に鋳込む前に、質量比で、Si:45〜75%、Ca:1〜3%、Ba:15ppm以下、含有するFe−Si系接種剤を、前記溶湯に対する投入量を、質量比で0.20〜0.40%として注湯流接種処理を行い、最終組成が、質量比で、C:3.0〜4.5%、Si:3.0〜4.5%、Mn:0.2〜0.4%、S:0.006〜0.020%、Cu:0.08〜0.30%、Sn:0.020〜0.040%、Mg:0.015〜0.050%、残部がFeおよび不可避不純物である、球状黒鉛鋳鉄を得る。
(もっと読む)
鉄鋼スラグの塩酸溶液による成分分離方法
【課題】 製鉄スラグからCa分とFe分を分離し、製鉄プロセスで再利用すること。
【解決手段】 鉄鋼スラグを溶解槽において塩酸溶液で処理することによりCa分はCaCl2溶液、Fe分は未溶解物に分離する工程1と、分離されたCaCl2溶液を、電気分解によりCl2、H2及びCa(OH)2とする工程2と、電気分解により製造したCl2及びH2からHClを合成する工程3とを実施することを特徴とする鉄鋼スラグの塩酸溶液による成分分離方法。
(もっと読む)
連続鋳造方法
【課題】溶鋼の凝固温度を製造工程中に測定可能にすると共に測定精度を向上させて、溶鋼の目標鋳込温度の迅速且つ適正な設定を可能にすることによって、製造金属の品質の向上を図る連続鋳造方法を提供することを課題とする。
【解決手段】ステンレス溶鋼2の精錬工程Cの後に、精錬したステンレス溶鋼2を連続鋳造する連続鋳造方法は、精錬工程C内で、成分調整を行った後のステンレス溶鋼2の凝固温度を測定する凝固温度測定ステップと、測定した凝固温度に所定の過熱度を加えた温度を、連続鋳造におけるステンレス溶鋼2の目標鋳込温度に設定する目標鋳込温度設定ステップと、目標鋳込温度に基づき、連続鋳造におけるステンレス溶鋼2の鋳込温度を調節する温度調節ステップとを含む。
(もっと読む)
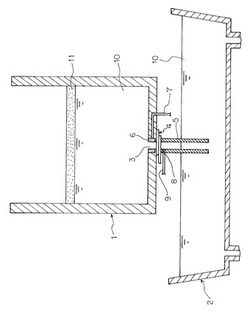
金属溶解炉用渦室体及びそれを用いた金属溶解炉
【課題】事故防止可能で、容易にメンテナンスでき、且つ構成の簡単な金属溶解炉用渦室体及びそれを用いた金属溶解炉を提供する。
【解決手段】溶湯Mを収容する収納空間を有する炉本体1と、前記炉本体の収納空間と連通可能な渦室を有する渦室体2と、前記収納空間と前記渦室との間の連通状態、遮断状態を切り換える落とし堰部6と、を備え、前記落とし堰部は互いに別体の盲落とし堰7と開口型落とし堰8とを備え、少なくとも前記盲落とし堰は、前記渦室体に対し上下動可能に構成され、上動位置と下動位置とを切り換え状態に採って前記連通状態、前記遮断状態を切り換えるものとして構成され、前記開口型落とし堰は、前記連通状態において、前記渦室と前記収納空間とを連通させるための切欠を有する、ものとして構成される。
(もっと読む)
アルミニウム溶湯処理装置
【課題】貯湯槽内を簡単かつ確実に外気と遮断できるアルミニウム溶湯処理装置を提供する。
【解決手段】本発明の装置は、密閉型の貯湯槽1と、貯湯槽1の上壁に貫通する筒状シール部材3と、筒状シール部材3に挿通配置された処理ガス吹き込み用シャフト2と、貯湯槽1の周壁に貫通されるとともに、槽内引込部に入湯口45が設けられた入湯管路4と、貯湯槽1の周壁に密閉状態に貫通されるとともに、槽内引込部に出湯口55が設けられた出湯管路5と、を備える。筒状シール部材3の下端、入湯口45および出湯口55が、溶湯液面L1よりも下方に配置されて、記貯湯槽内において、溶湯液面上空がアルミニウム溶湯Lによって、筒状シール部材3、入湯管路4および出湯管路5の各内部に対しそれぞれ密閉される。
(もっと読む)
1 - 10 / 317
[ Back to top ]