
国際特許分類[B22D11/04]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 両端が貫通している鋳型へのもの (670)
国際特許分類[B22D11/04]の下位に属する分類
垂直型 (69)
湾曲鋳型 (8)
水平型 (16)
ダイレクト・チル型,例.電磁鋳造 (49)
鋳型の幅・テーパーの変更 (26)
振動壁を持つ鋳型 (9)
鋳型の振動手段 (17)
鋳型の冷却 (72)
鋳型の製造または調整 (6)
鋳型の材料またはメッキ (61)
国際特許分類[B22D11/04]に分類される特許
1 - 10 / 337
シリコンインゴットの連続鋳造方法
【課題】冷却ルツボの内面が損耗するのを軽減できるシリコンインゴットの連続鋳造方法を提供する。
【解決手段】軸方向の一部が周方向で複数に分割された無底の冷却ルツボ7を誘導コイル8内に配置し、誘導コイル8による電磁誘導加熱により、冷却ルツボ7内に投入されたシリコン原料を溶解させて溶融シリコン13を形成し、冷却ルツボ7から引き下げながら凝固させてシリコンインゴット3を連続鋳造する方法において、誘導コイル8に供給される交流電流の周波数を、その標準偏差を0.025〜0.050kHz、かつ、その平均値を25〜35kHzにして変動させることを特徴とするシリコンインゴットの連続鋳造方法である。本発明は、誘導コイルに供給される交流電流の周波数を変動させる際、誘導コイルに供給8される交流電流の周波数に応じ、冷却ルツボ7内に連続投入するシリコン原料の投入速度を調整して変動させるのが好ましい。
(もっと読む)
攪拌装置付き連続鋳造用鋳型装置

【課題】発熱量を抑えメンテナンスも容易で安価で実際上使いやすい攪拌装置付き連続鋳造用鋳型装置を提供する。
【解決手段】少なくとも鋳造空間内の液相状態にある溶湯M中に電流を流すことのできる第1電極32A1及び第2電極32Bを有する電極部と液相状態にある前記溶湯に磁場をかけるための永久磁石31Aを有する磁場発生装置31とを備え、前記磁場発生装置は鋳型2における磁場発生装置収納室22a(2)に収納されて中心方向に向かって横向きに磁力線を発生させ前記磁力線を前記鋳型の側壁の一部を貫通させて前記鋳造空間に至らせ、前記溶湯に前記電流と交差する横向きの磁力線を与え得るものとして構成されている攪拌装置とを備えるものとして構成される。
(もっと読む)
連続鋳造装置及びその溶湯状態判断方法
【課題】ルツボ内の溶湯の状態を簡単に判断できる連続鋳造装置を提供する。
【解決手段】被溶解材料13が投入されるルツボ10と、被溶解材料13を投入する材料投入部63と、前記ルツボ10の外周に位置し、投入された被溶解材料13を加熱して溶湯14とする誘導加熱コイル18と、前記誘導加熱コイル18に電流を供給する溶解電源装置50と、前記溶湯14の一部が凝固して形成されたインゴットを下方に引き抜く底板昇降部Lと、前記ルツボ10内の溶湯14の表面位置を検知するために設けられた、前記誘導加熱コイル18への供給電流の周波数を検出する周波数検出部52と、周波数の検出値に基づいて鋳造の制御を行う制御部40とを備える連続鋳造装置である。
(もっと読む)
連続鋳造設備における電磁場発生装置の異常診断装置及び異常診断方法、並びに連続鋳造方法
【課題】連続鋳造機に設置された電磁場発生装置の電磁コイルの絶縁診断を短周期で実施可能とする、連続鋳造設備における電磁場発生装置の異常診断装置及び連続鋳造方法を提供する。
【解決手段】連続鋳造機1の操業中に、鋳片7が電磁コイル15による電磁場印加領域であるモールド4から抜けたことを検出することで、電磁コイル15による電磁場の印加が不要となる鋳込間の開始タイミングを検出する。そして、そのタイミングで電磁コイル15と電磁場発生用電源17との接続を切断し、直流電圧発生器21から電磁コイル15に一定の直流電圧(試験電圧)を印加して、電磁コイル15の絶縁試験を行う。
(もっと読む)
連続鋳造鋳型
【課題】厚さの異なる複数形状の鋳片の鋳造を行うことが可能な連続鋳造鋳型を提供する。
【解決手段】対向配置された長辺11、12の間に、鋳造する鋳片の厚さに対応した幅を有するN種類の短辺13a、14a、13b、14bを交換可能に対向配置して、上下方向に貫通状態で形成された鋳型空間部Vに溶鋼を入れて、N種類の厚さの鋳片の鋳造が可能な連続鋳造鋳型10であって、対向する長辺11、12に、最上部を除いて上下に連通するN個の分割勾配領域L1、L2、L3を形成し、最下部に形成される分割勾配領域L1を、最小幅の短辺13、14によって形成される鋳片の凝固収縮プロフィールに一致又は近似させ、最下部の分割勾配領域L1の上位置に順次形成される分割勾配領域L2、L3は、順次幅広の短辺13a、14a、13b、14bによって形成される鋳片の凝固開始側の凝固収縮プロフィールに一致又は近似させて、段階的に形成される。
(もっと読む)
連続鋳造方法
【課題】鋳片の厚さに応じた幅を有する短辺に交換することで、共通の長辺を用いて厚さの異なる複数形状の鋳片の鋳造を行うことが可能な連続鋳造方法を提供する。
【解決手段】対向配置された長辺11、12の間に、鋳造する鋳片の厚さに対応した幅を有するN種類の短辺13、14、13a、14a、13b、14bを交換可能に対向配置して、上下方向に貫通状態で形成される鋳型空間部Vに溶鋼を入れて、N種類の厚さの鋳片の鋳造が可能な連続鋳造方法であって、対向する長辺11、12に、最上部を除いて上から下に連通するN個の分割勾配領域L1、L2、L3を、順次幅を狭くした短辺13b、14b、13a、14a、13、14の幅によって決定される鋳片の凝固開始側の凝固収縮プロフィールにそれぞれ近似させて形成し、選択された短辺13、14、13a、14a、13b、14bによって決定される鋳片の幅に対応する分割勾配領域L1、L2、L3内に、溶鋼の湯面高さ位置を設定する。
(もっと読む)
ビームブランク鋳造鋳片連続鋳造用鋳型の設計方法
【課題】断面の全域においてほぼ均一な厚さの凝固シェルを形成することができるビームブランク鋳造鋳片連続鋳造用鋳型の設計方法を提案する。
【解決手段】H型の断面形状をなす鋳造空間を形成する壁部を備えたビームブランク鋳造鋳片連続鋳造用鋳型の設計方法において、前記壁部乃至ビームブランク鋳造鋳片に至るまでの領域の全熱抵抗を考慮して、該ビームブランク鋳造鋳片の凝固収縮量を求め、この凝固収縮量に従って前記壁部のテーパーを設定する。
(もっと読む)
金属ビレットを水平鋳造及び切断する装置と方法
【課題】改良されたビレット品質が得られるように、鋳造されたビレットを水平に取扱い及び切断をする改良されたシステムを提供する
【解決手段】入口端と出口端を有する水平鋳造型11を備えて、金属ビレットを連続鋳造する装置に関する。それは溶融金属を鋳型入口端に供給する供給トラフと10、鋳造されたビレットを鋳型出口端から受承する水平コンベヤー13とを含む。移動自在の切断のこ15が、コンベヤーと同期して移動して、コンベヤー上に支持されつつ連続ビレットを所定長さに切断するように操作される。ビレットが弾性的に支持される一方、のこ機構は、切断及び搬送作業から鋳型への低周波及び高周波振動の伝達を最小化するように、隔離される。
(もっと読む)
溶融金属を鋳て形状維持体を成形する方法及び装置
【課題】溶融金属を最終製品の状態に鋳造する際に、キャビティ内での溶融金属の周囲輪郭を制限することによって、開放式鋳型キャビティによる溶融金属の鋳造することに関する方法及び装置を提供する事。
【解決手段】始動材料体(70)をキャビティ(4)内でスタータブロック(60)とキャビティの軸線(12)に対して横方向のキャビティの第1の横断面(72)との間に入れた状態で、キャビティ軸線に沿うスタータブロックの往復動を開始させると、溶融金属の層(76)がキャビティの第1の横断面に隣接して始動材料体上に次々に積層し、かかる溶融金属層は、その内部の固有の溶射力を受けてキャビティ軸線から相対的に周囲方向外方に迅速に膨張する。かかる層の相対的に周囲方向外方への膨張を鋳造面(62)で制限し、この鋳造面は、キャビティの軸線の回りに周囲方向外方へフレア状になっていて、各層中に生じる熱収縮力が溶射力と釣り合うことができるようになる。
(もっと読む)
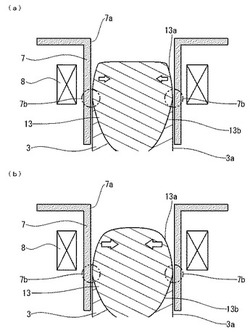
チタンまたはチタン合金からなる鋳塊の連続鋳造用の鋳型およびこれを備えた連続鋳造装置
【課題】表面に欠陥が少ない鋳塊を鋳造することができるようにする。
【解決手段】鋳型2の内周面の少なくとも一部において、少なくとも溶湯12の湯面が接触する箇所に、緩冷却板8a,8bを設けることで、緩冷却板8a,8bに接触する溶湯12からの抜熱量が、鋳型2に接触する溶湯12からの抜熱量よりも小さくなるようにする。
(もっと読む)
1 - 10 / 337
[ Back to top ]