
国際特許分類[B22D11/11]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 溶融金属の供給または処理 (1,430) | 溶湯の処理 (457)
国際特許分類[B22D11/11]の下位に属する分類
保護パウダーを用いるもの (19)
急冷によるもの (1)
真空処理によるもの
撹拌,または振動手段を用いるもの (222)
金属の精製 (31)
国際特許分類[B22D11/11]に分類される特許
1 - 10 / 184
高清浄度鋼の製造方法
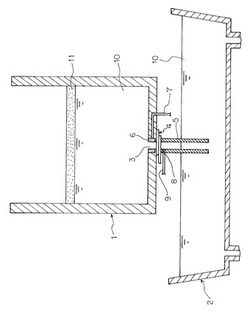
【課題】取鍋からタンディッシュへの溶鋼注入中に吹き込まれるガスの気泡により介在物を効率よく捕捉することで、溶鋼中の介在物を効果的に除去し、清浄度の高い鋼を製造する。
【解決手段】底部の出鋼口3に溶鋼の流量調整手段4を介して注入管5が接続された取鍋1を用い、この取鍋1内の溶鋼を、下部をタンディッシュ2内の溶鋼に浸漬させた注入管5を通じてタンディッシュ2に出鋼するに際し、取鍋の出鋼口3から流量調整手段4までの間に配したポーラスプラグ6を通じて、溶鋼中に不活性ガスを吹き込むとともに、注入管5の上端寄りの位置から、注入管5内を流れる溶鋼中に不活性ガスを吹き込む。吹き込まれたガスの微細化、溶鋼中での気泡の滞留時間の確保、及び注入管内での負圧による気泡の膨張の抑制により、吹き込みガスの気泡により介在物を効率よく捕捉できる。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置

【課題】鋳肌の状態が良好なスラブを効率的に鋳造することができるようにする。
【解決手段】鋳型2内の溶湯12の湯面をプラズマトーチ7で加熱する。そして、鋳型2の長辺方向の両端部への単位時間当たりの熱量が、長辺方向の中央部への単位時間当たりの熱量よりも多くなるように、プラズマトーチ7を制御する。
(もっと読む)
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を得る。
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とするとともに、鋳造速度を1.0m/分以上とし、且つ鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造装置
【課題】表面に欠陥が少ないスラブを鋳造することができるようにする。
【解決手段】プラズマトーチ7が発生させるプラズマアークで、鋳型2内に注入された溶湯12の湯面を加熱する。また、鋳型2の側方に設けられたEMS8で、溶湯12の湯面もしくは湯面近傍を電磁攪拌する。
(もっと読む)
金属鋳塊製造方法、金属鋳塊製造装置
【課題】 鋳塊の品質を確保するとともに、早期に鋳塊品質を判断することが可能な金属鋳塊製造方法等を提供する。
【解決手段】 制御部は、測定された比抵抗から、溶湯情報である化学組成を算出し、これが基準値となるように制御を行うと同時に、本発明では、基準製造条件(ここでは成分範囲)と常に比較して、基準製造条件から外れることがないか連続して監視する。基準条件範囲から成分組成が外れると、制御部は、成分組成の測定位置(すなわち溶湯情報の取得位置)およびその時刻から、当該溶湯が凝固して鋳塊となる位置を算出する。この異常鋳塊位置が後方の各工程に送られて、後方において該当する位置の鋳塊を除去することができる。
(もっと読む)
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
連続鋳造用鋳型内の磁束密度測定装置
【課題】 スラブ連続鋳造機の鋳型背面に配置される交流移動磁場発生装置や直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場や直流静磁場の磁束密度を短時間で且つ磁束密度の最大値及び最小値を正確に測定する。
【解決手段】 本発明の磁束密度測定装置1は、スラブ連続鋳造機の鋳型背面に設置された交流移動磁場発生装置または/及び直流静磁場発生装置から鋳型内部空間に印加される交流移動磁場または/及び直流静磁場の磁束密度を測定する磁束密度測定装置であって、磁束密度を測定するための磁束測定素子2と、該磁束測定素子を保持するためのガイド3と、該ガイドを保持し、ガイドを保持した状態で手動操作による鋳型長辺方向への移動が可能な移動架台4と、該移動架台を支持するための固定架台5と、を有する。
(もっと読む)
連続鋳造鋳片の製造方法
【課題】 鋳片に軽圧下を付与しながら溶鋼を連続鋳造するにあたり、軽圧下の効率を高め、近年の厳しい品質要求にも対処可能な中心偏析の軽微な鋳片を製造する。
【解決手段】 連続鋳造用鋳型5の下端と鋳片12の液相線クレータエンドとの間の凝固シェル13に、意図的にバルジング力を作用させて、鋳片内部の未凝固層14の厚みを増大させ、次いで、鋳片の厚み中心部の固相率が少なくとも0.4以下の時点から0.7以上になる時点まで、0.5〜1.5mm/分の範囲内の圧下速度で軽圧下帯16にて圧下して鋳片を製造する方法であって、鋳型内溶鋼流動の制御により鋳型内溶鋼湯面から0.75mないし0.85m下方での溶鋼の最大下降流速を0.05〜0.3m/秒に制御して固相線クレータエンドの鋳片幅方向形状の平滑度を上げるとともに、鋳片長辺面のコーナー部を除く中央部側の鋳片表面温度を750〜1000℃に制御して鋳片を圧下する。
(もっと読む)
鋳片の製造方法及び表面品質の優れた鋳片
【課題】スラブの表層から離れた位置における気泡や介在物を低減し、気泡や介在物に起因する製品欠陥の発生を回避する。
【解決手段】鋳型内溶鋼に鋳型幅方向の電磁攪拌流を付与する連続鋳造において、鋳型4長辺の外側に配置する電磁攪拌コイル1における磁極鉄芯1aのメニスカス2位置より鋳造方向下流側の長さLが、浸漬ノズル3の吐出孔3aから鋳型長辺の下端までの長さNの0.8倍以上とした電磁攪拌装置で、鋳型内溶鋼に電磁攪拌を行いながら鋳造することで、炭素含有率が0.004質量%以下の極低炭素鋼薄板用鋳片に対し、面積が0.005mm2以上の気泡及び非金属介在物の、鋳片表層から10〜50mm以内の鋳片中に存在する数の合計が0.020個/mm3以下である鋳片を製造する。
【効果】表面品質に優れたスラブを安定して製造することが可能となる。
(もっと読む)
取鍋の操業方法
【課題】低コストで、安全性を考慮しつつ、ポーラスプラグの寿命延長を図る。
【解決手段】底部に設けたポーラスプラグから不活性ガスを吹込む取鍋操業である。ポーラスプラグに不活性ガスを供給する配管の途中に逆止弁を設置して、当該逆止弁とポーラスプラグ間の配管内のガス圧力が、取鍋精錬終了後から取鍋が連続鋳造設備に到着して溶鋼排出を開始する時点で、10×104Pa以上となるように維持する。さらに、取鍋内溶鋼を排出後のポーラスプラグの酸素洗浄時には、取鍋外よりポーラスプラグに、前記した圧力以上で不活性ガスを吹込み、予め定めておいた所定のガス流量になった時点で信号を発するようにしておくことが好ましい。
【効果】ガスの吹込み停止後もポーラスプラグの通気性を確保できるので、ポーラスプラグへの地金差し等が抑制でき、ポーラスプラグの洗浄時間が短かくなってポーラスプラグの損耗が減少し、寿命が向上する。
(もっと読む)
1 - 10 / 184
[ Back to top ]