
国際特許分類[B22D11/128]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 鋳造型をその場所で引き続いて処理または加工するための付属具 (876) | 取出しのため (326)
国際特許分類[B22D11/128]に分類される特許
1 - 10 / 326
スラブ幅方向の中心偏析のバラツキを抑制する連続鋳造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
鋳片の鋳造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
連続鋳造鋳片の品質判定方法
【課題】ロールセグメント方式の連続鋳造機を用い、ロールセグメントに圧下勾配を設けて鋳片に圧下力を付与しながら連続鋳造する際に鋳片の中心偏析を判定する。
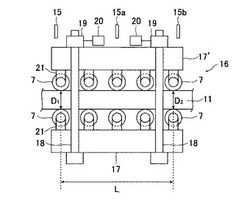
【解決手段】ロールセグメントの圧下勾配を0.3mm/m以上の任意の値に設定して鋳造を開始し、鋳造中に、ロールセグメントのフレーム17´の変位量を3つの距離計測センサー15によって測定し、測定したフレームの変位量に基づいてそれぞれの測定位置における基準位置からの変化量を求め、求めた変化量から、第1のセンサー15と第2のセンサー15aとの間の圧下勾配SL1-2、第1のセンサーと第3のセンサー15bとの間の圧下勾配SL1-3、第2のセンサーと第3のセンサーとの間の圧下勾配SL2-3を求め、圧下勾配SL2-3>圧下勾配SL1-3>圧下勾配SL1-2のときには、この状態で鋳造された鋳片を品質異常として通常運用から除外する。
(もっと読む)
円形断面鋳片の連続鋳造方法

【課題】センターポロシティやザク、引け巣の生成が抑制された内質が良好な鋳片を、円形大断面を有する鋳片であっても低い設備コストで安定して連続鋳造できる方法を提供する。
【解決手段】垂直型の連続鋳造機を用い、直径が300mm以上の横断面を有する鋳片を連続鋳造する方法であって、鋳造を完了した後、内部に未凝固部を有する鋳片を、鉛直方向に移動可能な圧下装置によって鋳片の下方から上方に向けて圧下する際に、圧下しない状態で引け巣が形成される鋳片トップ部以外の部分において、圧下量r1と圧下開始時の未凝固部の直径d1の比の値r1/d1を0.8以上1.5以下とすることを特徴とする円形断面鋳片の連続鋳造方法。鋳片トップ部において、圧下量r1と圧下開始時の未凝固部の直径d1の比の値r1/d1を0.8以上1.5以下とすることが好ましい。
(もっと読む)
連続鋳造設備のガイドロール冷却装置
【課題】メンテナンスが容易な連続鋳造設備のガイドロール冷却装置を提供する。
【解決手段】冷却液供給源40と、ガイドロール2の内部に形成されたロール内水路20と、冷却液供給源40とロール内水路20とを接続するロータリージョイント50とを備え、ロータリージョイント50は、ガイドロール2の端部に突出して設けられロール内水路20と接続する水路が形成されたロータ51と、ロータ51が挿入され冷却液供給源40と接続する水路が形成されたケーシング52とから構成される。ロータ51がガイドロール2の端部に突出して設けられているので、ケーシング52を取り外すことでロータ51が露出し、ロータリージョイント50のメンテナンスが容易にできる。
(もっと読む)
連続鋳造における二次冷却方法
【課題】 連続鋳造設備の二次冷却帯にて鋳造中の鋳片を冷却するにあたり、鋳片表面に過冷却現象を発生させずに、鋳片を均一に冷却する。
【解決手段】 連続鋳造機で鋳造されている鋳片10を、分割部分にロールチョック13を有する分割型鋳片支持ロール6で支持しながら二次冷却するにあたり、分割型鋳片支持ロールのうちで矯正帯よりも鋳造方向上流側に設置された分割型鋳片支持ロールの全部または一部の表面に、溝の幅をw、溝の深さをd、分割型鋳片支持ロール長さ方向100mmあたりの溝の設置数をnとしたとき、分割型鋳片支持ロール長さ方向100mmあたりの溝の総断面積(=n×w×d)が50mm2以上となるように、ロール円周方向に延びる溝6aを設置し、当該溝を通して鋳片表面の冷却水の滞留水を鋳造方向下流側に流下させ、ロールチョックを通って鋳造方向下流側に流下する冷却水の滞留水によって発生する鋳片の過冷却現象を抑制する。
(もっと読む)
鋼の連続鋳造方法及び装置
【課題】断面欠陥発生を効果的に防止できる連続鋳造方法及び装置を提供する。
【解決手段】本発明に係る鋼の連続鋳造方法は、鋳造速度が2.0m/minとした場合に最終凝固位置となる位置L2.0(=D2/2K2(D:スラブ全厚(mm)、K:凝固定数(mm・min-1/2))の前後5mの範囲内に鋳片全幅を測定できる放射温度計11を設置し、放射温度計11による鋳片幅方向温度差ΔT_width(℃)が150℃超える場合に、凝固シェル厚d(mm)とスラブ全厚D(mm)に対して少なくともd/D=0.1〜0.4を満たす冷却帯範囲で鋳片に対する冷却強度を調整し、前記鋳片幅方向温度差が150℃以内となるようにすることを特徴とするものである。
(もっと読む)
連続鋳造片の圧下面の表面欠陥の生成防止方法
【課題】 連続鋳造装置で製造の連鋳片の圧下面の凹み部が分塊圧延後の鋼片に残存して形成の表面欠陥となることを防止した連鋳片の製造方法を提供する。
【解決手段】 連続鋳造装置から引抜き中の連鋳片1よりも細幅の凸部4を有する圧下ロール3と連鋳片1との当接位置の鋳造方向に垂直な断面において、圧下ロール3から傾斜して突出する凸部4の傾斜面5とこの凸部4の水平面に当接する連鋳片1の表面とで形成する立上り角度θ1を5°≦θ1≦15°とし、圧下ロール3の凸部4の傾斜面の立上り角度θ1の補角θ2を該立上り角度θ1の補角の165°≦θ2≦175°に鈍角化し、この圧下ロール3の凸部4により連続鋳造装置の引抜き中の連鋳片1を圧下して凹み部2とし、さらにこの連鋳片1を分塊圧延して分塊圧延後の鋼片に表面疵の生成を無くすものとする。
(もっと読む)
連続鋳造設備におけるダミーバー引抜方法
【課題】かつ鋳造開始時におけるバックラッシュを起こすことなくダミーバーを引き抜くことができる連続鋳造設備のダミーバー引抜方法を提案する。
【解決手段】連続鋳造鋳型の下流側に、2対以上のピンチロールを含むロール群が配設され、上記鋳型下部およびロール群間に装入されたバミーバーを引き抜きながら連続鋳造を開始する連続鋳造設備におけるダミーバーの引抜方法において、ダミーバー引き抜き時における隣り合うピンチロール間の駆動モータ負荷電流差を、全ての関係において下流側の方が上流側よりも駆動側となるよう制御することを特徴とする連続鋳造設備におけるダミーバー引抜方法。
(もっと読む)
連続鋳造機ロール支持用軸受の潤滑方法
【課題】設備の改造に莫大な費用を要したりすることなくロール支持用軸受を良好に潤滑することのできる連続鋳造機ロール支持用軸受の潤滑方法を提供する。
【解決手段】グリスタンク11に貯えられたグリスと潤滑油タンク16に貯えられた潤滑油とを連続鋳造機のロールを支持するロール支持用軸受に交互に供給してロール支持用軸受を潤滑する。
(もっと読む)
1 - 10 / 326
[ Back to top ]