
国際特許分類[B22D15/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 重要な部分が高熱伝導性である鋳型または中子を使用する鋳造,例.チル鋳造;それに特別に適用される鋳型または補助具 (15)
国際特許分類[B22D15/00]の下位に属する分類
シリンダー,ピストン,ベアリングシエルまたは類似の薄壁をもつ物体の鋳造 (5)
チル鋳造用の機械または装置
国際特許分類[B22D15/00]に分類される特許
1 - 10 / 10
チル成形のための方法およびデバイス
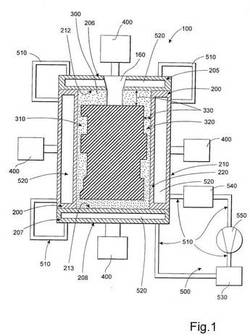
【課題】鋳鉄を鋳造するためのデバイスを提供する。
【解決手段】デバイスは、外壁206、208、210および内壁212、213、220を有する金属チル鋳型100を備える。内壁は、鋳型300と接触している。このデバイスは、さらに、加圧手段400およびチル鋳型冷却手段500を備え、加圧手段400は、チル鋳型の外壁206、208、210に可変圧量を付与し、チル鋳型によって囲まれた溶融材料の容量変化を制御するためにあり、チル冷却手段500は、このチル鋳型の内壁212、213、220を可変冷却するためにある。
(もっと読む)
ライナーレスシリンダーを備えたエンジンブロック鋳造のための耐磨耗性アルミニウム合金
アルミニウム−ケイ素合金組成であって、ケイ砂鋳型のような、低コストの鋳造工程を用いたライナーレスシリンダーエンジンブロック鋳造のための、製造条件及び性能条件を満たす合金組成を開示している。本発明の合金は、重量パーセントで、13%−14%のSi、2.3%−2.7%のCu、0.1%−0.4%のFe、0.1%−0.45%のMn、0.1%−0.30%のMg、0.1%−0.6%のZn、0.05%−0.11%のTi、0.4%−0.8%のNi、0.01%−0.09%のSrを含み、残りは、アルミニウムと任意の余剰物である。本合金は、非常に優れた機械加工性を有しており、それによりシリンダー内径における表面仕上げが顕著に向上する。エンジンブロックの製造コストは、鉄ライナーを必要とする先行技術による現在の商業用合金を使用する場合と比較して、約40%削減される。存在する初晶Siはすべて、実質的に均一に分散し、かつ、銅は凝固中及び冷却中に分離しない。 (もっと読む)
急冷凝固金属製の中空体の製造方法および急冷凝固金属製の中空体の製造装置

【課題】中子を容易に取り出すことができ、複雑な形状の金属ガラスなどの中空体を製造することができる急冷凝固金属製の中空体の製造方法および急冷凝固金属製の中空体の製造装置を提供する。
【解決手段】熱源が、金属材料1を溶融可能である。鋳型11が、中空部21を有する。中子12が、黒鉛製で粉砕可能であり、鋳型11の中空部21に、中空部21の内面との間に空隙24を有するよう配置されている。溶融金属注入手段13が、熱源により溶融された金属材料1を、空隙24に注入可能に設けられている。冷却手段が、空隙24に注入された金属材料1を臨界冷却速度以上で急冷可能である。粒子噴射装置14が、中子12に高速の粒子を吹き付け可能に設けられ、これにより中子12を粉砕可能になっている。
(もっと読む)
軽合金鋳造用の冷し金
【課題】軽量で高硬度のため耐久性があり、熱膨張率が小さく、更に熱伝導率が大きく冷却能力に優れた軽合金鋳造用の冷し金を得る。
【解決手段】20重量%の硅素を含有する原材料のアルミニウム合金地金の溶湯中に、粒径10〜50μmの炭化硅素(SiC)セラミック粉末を少量ずつ溶湯中に30重量%混入して、セラミック粉末を溶湯中に均一に分散する。
このアルミニウム合金溶湯14を、上砂型15、下砂型16内に流し込み、砂型内に冷し金17を鋳造する。
(もっと読む)
溶融金属から鋳造部品を鋳造するための鋳造型を組み立てる方法
本発明は、溶融金属から内燃機関のシリンダブロックを鋳造するための、鋳造型部分から構成される鋳造型を組み立てる方法であって、シリンダブロックのシリンダ室の内面の少なくとも1つの部分片を形づくる、少なくとも1つの冷却鋳型(14−17)が、1つの鋳造型部分(1)の壁(11)に位置決めされて、保持される。本発明の方法により、設けられる冷却鋳型が、簡単でしかも信頼できるやり方で取り付けられる。これは、冷却鋳型が、少なくとも所定の保持時間の間その位置に、磁石(12)からもたらされる磁気的な力によって保持され、磁石が鋳造型部分の壁の、冷却鋳型とは逆の側に配置されることによって達成される。 (もっと読む)
アルミニウム製鋳物からの熱抽出が向上した方向性凝固のための方法及び装置
本発明は、アルミニウム合金製のエンジンシリンダーブロック又はその他の大型若しくは複雑な鋳物の品質及び機械的特性を向上させるための方法及び装置に関する。これは、可溶性の結合剤で結合された砂型を前記鋳物の数ヶ所に備えることにより達成される。前記数ヶ所は、そこからの方向性凝固及び/又は機械的特性の局所的な向上のために、急冷が望まれる場所である。それ以外の残りの場所で前記砂型は、より典型的な不溶性の結合剤で結合されている。 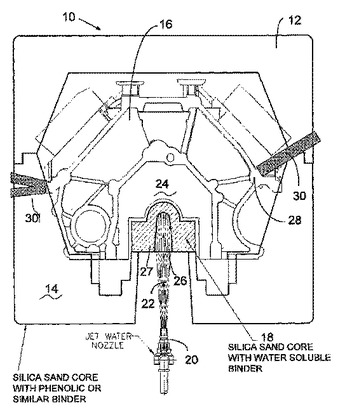 (もっと読む)
(もっと読む)
チル鋳鉄カムシャフトの鋳造方法
【課題】鋳造工程が簡略化でき、冷し金の形状が自由に選べ、溶融金属の注湯によって、高温に曝される鋳型(あるいは中子)の、有機鋳型の特性(崩壊性など)を損なうことなく、鋳型表面の耐熱性を向上させることができ、冷し金の焼着を防止することができるチル鋳鉄カムシャフトの鋳造方法を提供する。
【解決手段】以下の工程を有することを特徴とするチル鋳鉄カムシャフトの鋳造方法。
(a)骨材と第1の有機バインダーによって鋳型素体を成型する工程;
(b)チル鋳鉄カムシャフトの鋳型素体に関して、鋳型背面から冷し金をセットする工程;
(c)上記(b)の鋳型素体に単一形状の冷し金をセットする工程。
(もっと読む)
冷やし金を用いた鋳物の製造方法
【課題】 冷やし金を用いた鋳物の製造方法において、鋳造物の大きさや形状によらず冷やし金の冷却効果を確実にすることである。
【解決手段】 鋳型内に溶湯と直接接するかもしくは近接して常温での熱伝導率が0.06cal/cm・s・℃以上である冷やし金を埋設し、かつ、該冷やし金の両端に常温での熱伝導率が冷やし金の0.3〜2倍である熱伝導材ブロックを溶湯とは接しないように連結させた。
(もっと読む)
軽金属鋳造材料を鋳造するためのチル鋳型と、このような鋳型の使用および鋳鉄材料の使用
本発明はNiおよび/またはMnを添加した鋳鉄材料から製造された、軽金属鋳造材料を鋳造するためのチル鋳型であって、Niおよび/またはMnの含有量を、チル鋳型(2)の熱膨張係数が鋳造すべき軽金属鋳造材料の熱膨張係数に整合するように設定されていることを特徴とする。本発明では、最良の使用特性を有すると同時に最良の鋳造結果を可能にするチル鋳型を低コストで製造することができる。従って、このようなチル鋳型は特に軽金属鋳造材料からシリンダ・ブロック(1)を鋳造するための砂型の構成部品として好適である。 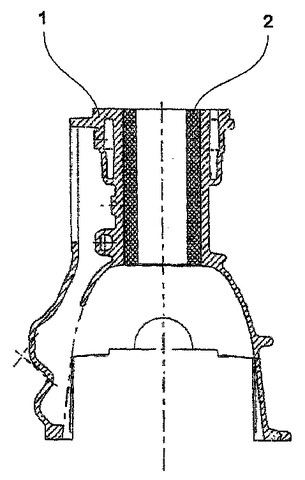 (もっと読む)
(もっと読む)
ピストンピンを製造するための方法
硬い周縁領域を有するピストンピンを製造するために、比較的安価なチル鋳造法が使用される。ピストンピンのための金型キャビティを有するチルフォームが注型用金型内に埋め込まれ、鋳鉄がチルフォームの金型キャビティ内に注入され、次いでこのプロセスによって製造されたピストンピンの周縁領域が、チルフォームによって冷却され、白色固化され、これにより、硬い耐摩耗性の表面を形成する。 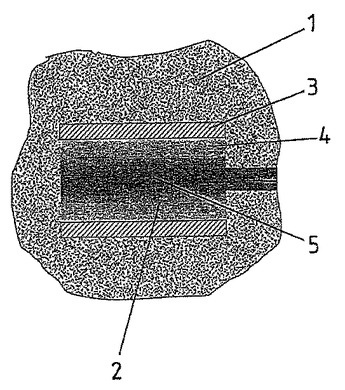 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]