
国際特許分類[B22D17/20]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152)
国際特許分類[B22D17/20]の下位に属する分類
ダイス;ダイプレート;ダイ保持具;ダイスの冷却装置;ダイスから鋳物を解放し取出すための補助具 (826)
ダイスを締付けたり開いたりするメカニズムまたは装置 (269)
溶解ポット (31)
溶融金属を供給するための補助具,例.定量的に (165)
制御装置 (378)
国際特許分類[B22D17/20]に分類される特許
101 - 110 / 483
ダイカスト金型用離型剤のスプレー塗布方法
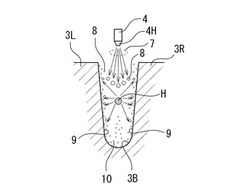
【課題】ダイカスト金型の内型面に、離型剤をスプレー塗布することが困難な非単純形状面が含まれていても、離型剤を、当該非単純形状面に対して、好適にスプレー塗布することを可能とする。
【解決手段】離型剤の噴射ビーム7の方向に反射体Hを配置する。そして、反射体Hを、該離型剤の核沸騰温度(例えば160℃)以上に加熱する。この加熱状態で、反射体Hに向けて、離型剤噴射ノズル4から離型剤を噴霧すると、離型剤を反射体Hによって反射するように、金型内型3L、3Rの面9(スプレー塗布困難面)に向けて飛散させることができる。その結果、離型剤が、スプレー塗布困難面9に到達するため、狭細形状の部分又は凹凸の多いようなキャビティ10の非単純形状面に関し、スプレー噴射方向の先の正面ばかりでなく、側面にも均一な離型剤のスプレー塗布を可能とする。
(もっと読む)
ダイカスト鋳造装置

【課題】ダイカスト鋳造装置によるダイカスト品の鋳造に際し、給湯ラドルからスリーブの溶湯導入開口に注がれた溶湯が、溶湯導入の開口から飛散・流出することを防止する。
【解決手段】溶湯3が注がれる開口4Sを備えるスリーブ4、スリーブ4の長手方向に駆動して溶湯3を押圧するロッド1Rに固着されたプランジャチップ1T、スリーブ4と流体連通するキャビティを備えた金型を含み、溶湯を金型キャビティ内に射出し、ダイカスト品を鋳造する装置において、注入中又は注入済みの溶湯3が、開口4Sから飛散、流出しないように、溶湯3を、プランジャチップ1Tに形成された、30度から45度のいずれかの傾斜角の斜面1Pで受け、受けた溶湯3を、プランジャチップ1Tで迅速に上流方向に流す。
(もっと読む)
ホットチャンバ式ダイカスト装置
【課題】鋳込み時の空気の巻き込みを防止できるホットチャンバ式ダイカスト装置を提供する。
【解決手段】ホットチャンバ式ダイカスト装置10は、アルミニウム系金属の溶湯12を貯留するポット14,主筒部16,射出プランジャ22,ノズル40により構成される。主筒部16は、シリンダ16Aとグースネック16Bが底部側で接続しており、シリンダ16Aには吸込口20からポット14内の溶湯12が供給される。射出プランジャ側面22Aには、射出プランジャ22が射出戻り位置にある状態で、その底部22Bから前記主筒部16の上端を超える位置に達するように溝24が形成される。鋳込み完了後、ノズル40を金型50から離して射出プランジャ22が戻るときに、ノズル先端部42から吸い込んだ空気がシリンダ16A内に残っても、溝24に沿って空気が排出され、次回鋳込み時の空気の巻き込みを防止できる。
(もっと読む)
ダイカスト機用の鋳造ユニット
本発明は、鋳造室本体1と鋳造ピストン4とを備ええる、ダイカスト機用の鋳造ユニットであって、鋳造室本体1は、鋳造材料入口8及び鋳造材料出口3を備えた、鋳造材料で充填可能な鋳造室2を有しており、鋳造ピストン4は、鋳造材料を加圧して鋳造材料出口をとおして鋳造室から放出するために鋳造室内で鋳造ピストンの長手方向に前進移動可能であるとともに、後退移動可能であり、後退移動により鋳造材料を鋳造材料入口を介して鋳造室内に供給することができる鋳造ユニットに関する。本発明によれば、鋳造ピストン4は、鋳造室本体1の貫通案内開口5を通って外部から鋳造室2内に延びており、鋳造室内に前進移動させられた鋳造ピストンの外套面4bと、鋳造ピストンの長手方向に対して横方向で外套面に対向する鋳造室本体の内壁面1cとの間に、鋳造ピストンの外断面dが鋳造室本体の内断面Dよりも相応に小さいことにより、鋳造室の自由空間領域6が形成される。例えば金属ダイカスト機のために使用される。 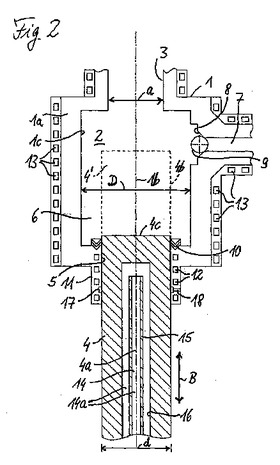 (もっと読む)
(もっと読む)
射出成形機の成形方法
【課題】 比較的低い温度で溶融しやすい特定の成形材料を成形する場合でも、計量工程においてスクリュが空回りして計量不能になる不具合を解消し、また、実施の容易化及びコストダウンを図るとともに、汎用性及び安定性(信頼性)を高める。
【解決手段】 加熱筒2内に供給された樹脂ペレットによる成形材料をスクリュ3の回転により可塑化計量する計量工程S1cと、可塑化計量した加熱筒2内の溶融樹脂を金型4に射出充填する射出工程S3cとを有する成形方法であって、特定の成形材料Pe…により成形を行うに際し、射出工程S3cと計量工程S1c間で、スクリュ3を、計量時の回転方向に対して反対方向に、所定の角度Rrだけ回転させることにより加熱筒2内の成形材料Pe…に対して計量工程S1cの反対の挙動を付与する分塊工程S10c(S10ce)を行う。
(もっと読む)
ダイカスト用射出装置
【課題】プランジャロッドが回転するのを防止することができるダイカスト用射出装置の提供。
【解決手段】ダイカスト用射出装置1は、ピストンロッド6を備えた射出シリンダと、ピストンロッド6にカップリング7を介して連結されたプランジャロッド3と、プランジャロッド3の先端に連結されて射出スリーブ5内に配置されるプランジャチップ2とを有しており、射出スリーブ5内に給湯された金属溶湯をプランジャチップ2によって金型キャビティ内に射出する。プランジャロッド3の上面にはその軸線方向に沿って延びる切欠き3Cが形成されることにより、プランジャロッド3の回転が防止されている。
(もっと読む)
離型剤の塗布装置
【課題】型開き時における金型間のスペースに制約があっても、複数の成形面に離型剤を塗布できるようにする。
【解決手段】塗布装置Aは、駆動装置200に取り付けられるベース部材10と、ベース部材10に着脱可能であって複数のノズル72を有するノズルユニット50と、複数のノズル72における離型剤Rの吐出を個別に制御する複数のバルブ28を備える。複数のノズル72を複数の成形面100M,101Mと対応させ、各ノズル72における離型剤Rの吐出を個別に制御するので、駆動装置200としてレシプロケータを用い、ノズルユニット50を直線的に移動させることができる。直線運動に必要なスペースは、ロボットアームのような三次元的な動きに必要なスペースに比べて小さくて済む。
(もっと読む)
離型剤塗布方法及び離型剤塗布装置
【課題】金型の昇温時間の短縮化と長寿命化を図ることができる離型剤の塗布方法を提供する。
【解決手段】成形面Waの温度が予め設定された目標温度Tまで昇温した定常状態であるか、又は、目標温度Tまで昇温していない初期状態であるかを判断し、初期状態である場合には、外冷特性が異なる複数の離型剤のうち、外冷特性が低い離型剤を成形面Waに塗布し、定常状態である場合には、外冷特性が高い離型剤を成形面Waに塗布する。
(もっと読む)
真空ダイカスト方法
【課題】射出スリーブ内の射出チップの前後における差圧に着目し、減圧室と充填室から真空排気を行うタイミングをそれぞれ制御することにより、射出チップと射出スリーブとのクリアランスに溶湯が差し込むことを防止するとともに、射出チップの潤滑剤が溶湯に混入することを防止して、射出チップおよび射出スリーブの長寿命化とダイカスト製品の鋳巣欠陥の低減を図る。
【解決手段】給湯口2aから充填室11に対して溶湯6を供給し終えるとき以後であって、射出チップ3の射出スリーブ2内におけるキャビティ4側への変位を開始するとき以前に、給湯口2aと、開放端部2bと、を包囲する減圧室12を形成するとともに、充填室11と、減圧室12と、からの真空排気を開始して、射出工程を開始した後の、射出チップ3が射出スリーブ2内において給湯口2aよりもキャビティ4側に変位するとき以後は、減圧室12からの真空排気を弱める。
(もっと読む)
水性ダイカスト用離型剤及びそれを用いたダイカスト製品の製造方法
【課題】従来のダイカスト離型剤に比べて水性ダイカスト用離型剤の使用量を極めて少量に抑制することができ、金型の冷却幅を適度な範囲としつつ、ライデンフロスト現象の発生を十分に抑制することができ、優れた離型性が達成される水性ダイカスト用離型剤を提供すること。
【解決手段】離型成分、沸点が150℃以上である水溶性化合物及び水を含有する水性ダイカスト用離型剤であって、前記水性ダイカスト用離型剤100質量%に対して、前記離型成分を1〜50質量%、前記水溶性化合物を5〜50質量%、及び、前記水を1〜90質量%含有することを特徴とする水性ダイカスト用離型剤。
(もっと読む)
101 - 110 / 483
[ Back to top ]