
国際特許分類[B22D17/32]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | 制御装置 (378)
国際特許分類[B22D17/32]に分類される特許
1 - 10 / 378
射出成形機のトラブルシューティング方法
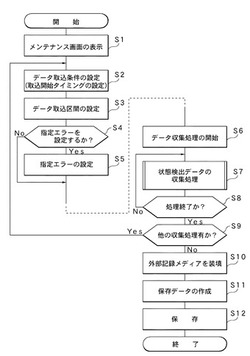
【課題】 トラブルシューティングに必要となる射出成形機の状態(状態変化)に係わる情報を十分な量及び十分な範囲で取得し、的確かつ緻密なトラブルシューティングを迅速かつ効率的に行う。
【解決手段】 予め、複数の状態検出項目,サンプリング時間Ts及びデータ取込条件を設定し、トラブルシューティング時に、動作中の射出成形機Mから、サンプリング時間Ts毎に状態検出データDm…を検出することにより、所定の記憶容量Trを有する第一バッファ2に順次記憶し、かつ記憶したデータ量が記憶容量Trに達したなら記憶した状態検出データDm…を先頭側から順次消去するエンドレス記憶処理を行うとともに、データ取込条件を満たしたなら当該データ取込条件に従って状態検出データDm…を第二バッファ3に取込むデータ取込処理を行い、第二バッファ3に取込んだ状態検出データDm…を用いてトラブルシューティングを行う。
(もっと読む)
成形機の制御装置と制御方法

【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
ダイカスト装置およびダイカスト製造方法
【課題】溶湯充填時間を求め、これによりガス抜き通路断面積を大きくしてガスの巻き込みを有効に防止することができるダイカスト装置およびダイカスト製造方法を提供する。
【解決手段】キャビティを有する金型と、前記金型に配置され、前記キャビティに溶湯を射出する入口となるゲートと、前記金型に配置され、前記キャビティのガス抜きを行なう排気側通路と、を有するダイカスト装置とこれを用いたダイカスト製造方法である。前記ゲートには溶湯の到達を検出する入口センサーが配置され、前記排気側通路には同じく出口センサーが配置され、前記入口センサーから出力される入口側検出信号と、前記出口センサーから出力される排気側検出信号との時間差により、前記キャビティに対する溶湯充填時間を算出するコントローラーが配置されたことを特徴とする。
(もっと読む)
成形機の冷却システム
【課題】冷却システムの消費電力を低減して、省エネルギー化を図る。
【解決手段】冷却水Mを所定の温度に調整して成形機の金型等の被冷却部2に供給する冷却システムに於て、該冷却水を貯留する冷却水タンクと、該冷却水を冷却する冷媒・水熱交換器と、水冷式コンデンサーコイルとを、有するチラーユニットCと、該チラーユニットの該水冷式コンデンサーコイルへ、未冷却状態の40℃〜50℃の中温水Wを供給する中温水供給機Aとを、備えている。
(もっと読む)
射出装置
【課題】低速工程、高速工程、及び増圧工程に特化した制御を実現することができる射出装置を提供すること。
【解決手段】射出装置11は、低速工程用シリンダ30と低速工程用モータM2を有する低速工程用ユニットU2を備える。また、射出装置11は、高速工程用シリンダ40とアキュムレータ46を有する高速工程用ユニットU3を備える。射出装置11は、増圧工程用シリンダ18と、増圧工程用シリンダ18を駆動させる作動用モータM1及び作動用シリンダ20を有する増圧工程用ユニットU1を備える。型部Kには、増圧工程用ユニットU1のロッド18cが機械的に連結されるとともに、増圧工程用ユニットU1には、低速工程用ユニットU2のロッド30cが機械的に連結され、さらに、低速工程用ユニットU2には高速工程用ユニットU3の第1ロッド40cが機械的に連結されている。
(もっと読む)
射出成形機のデータ表示方法、及び射出成形機のデータ表示装置
【課題】 成形データの良し悪しが一目見て分るような射出成形機のデータ表示装置を提供する。
【解決手段】 射出成形機の挙動を観察するに際し使用され、時刻(又はショット番号)と対応付けされた成形データの実測値を入力すると、設定された評価区分値に応じて色のグラデーションを付けたセル900に置換えて、前記セル900を時系列の帯状グラフ9としてディスプレイ8に表示される。
(もっと読む)
射出成形機のモニタデータ表示装置
【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】制御装置15は、低速射出においては、ピストンロッド25に固定された継手27に対して出力部材71が前進方向へ当接した状態で、駆動装置11の駆動力のみによりプランジャ5を駆動し、高速射出においては、着脱部13による連結が解除された状態で、シリンダ装置7の駆動力のみによりプランジャ5を駆動し、また、ピストンロッド25を被駆動部に対して相対的に前進させ、プランジャ後退においては、着脱部13による連結がなされた状態で、駆動装置11の駆動力によりプランジャ5を後退させる。
(もっと読む)
ダイカストマシン及びダイカスト鋳造方法
【課題】サージ圧の発生を削減して、バリの発生や湯噴きを防止し、更に現場の鋳造品質のバラツキを最も少なくする、ダイカストマシン及び鋳造方法を提供する。
【解決手段】ダイカストマシンは、製品を鋳造成形する金型(101)と、金型に溶湯(15)を射出するための射出シリンダ(102)と、射出シリンダを高圧で押圧するための油圧装置(303)とを具備する。油圧装置(303)は、作動油を射出シリンダに供給する射出用ピストンアキュムレータ(20);射出用ピストンアキュムレータ(20)からの作動油の流れを開閉するための高速速度調整バルブ(31)と;射出用ピストンアキュムレータ(20)のガス室(217)に、それぞれの切替弁(75,76,77)を介して流体連絡するように並列に設置される複数のガスボトル(71,72,73)とを具備する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】簡易な構成で射出成形装置の圧力を調整する。
【解決手段】射出成形装置1は、第1の端部241への圧力により節243の屈折状態が変化し、第2の端部242がスライドする射出リンク24と、第2の端部242の動作に基づいて移動するスプリング23と、スプリング23の移動に基づいて発生した圧力により樹脂33を射出する射出用シリンダー31と、射出された樹脂33の型取りを行う型22と、を備える。射出リンク24は、外部から与えられた圧力により、節243が屈折状態から伸長状態となった後、加圧前とは逆方向の屈折状態となり固定される。スプリング23は、節243の屈折状態が伸長状態となる前に射出用シリンダー31が型22内のストローク一杯となった場合に、スプリング23のアウターチューブをスライドさせ、節243が逆方向に屈折した状態で固定された場合に、射出用シリンダー31に与える圧力を固定する。
(もっと読む)
1 - 10 / 378
[ Back to top ]