
国際特許分類[B22D27/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 溶融または延性状態にある鋳型中の金属の処理 (612)
国際特許分類[B22D27/00]の下位に属する分類
電気的または磁気的効果の利用によるもの (101)
金属の温度への作用,例.鋳型を加熱または冷却すること,によるもの (210)
鋳型の揺動,振動,または回転 (35)
圧力の利用によるもの (56)
真空の利用によるもの (3)
鋳物の表面組成に影響を与える化学的方法に使用する手段,例.酸蝕に対する抵抗の増加 (25)
粒子構成または組織に影響を与える手段で前述されていないもの;そのための組成の選択 (177)
国際特許分類[B22D27/00]に分類される特許
1 - 5 / 5
アルミニウム合金鋳造素材の製造方法
【課題】不可避的に含有されている鉄系晶出物による二次的不具合を解消したアルミニウム合金鋳造素材の製造方法を提供する。
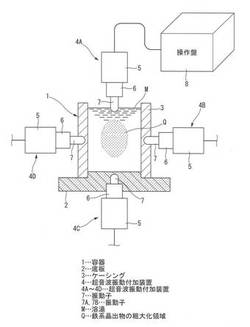
【解決手段】AC4C材のアルミニウム合金の溶湯Mを容器1に注湯して半溶融鋳造法のための素材(ビレット)を製造する方法である。容器1への溶湯Mの注湯後に、超音波振動付加装置4A〜4Dにて複数の方向から超音波振動を付加する。超音波振動付加装置4Aの振動子7のみを溶湯Mに浸漬させる。溶湯Mの中心部の鉄系晶出物粗大化領域Qに向けて複数方向から指向性をもって、且つ溶湯Mの液相線温度から固相線温度までの温度域にて超音波振動を付加するものとする。
(もっと読む)
超音波印加ダイカスト装置

【課題】 従来のダイカスト装置では、プランジャースリーブの先端に金型を取り付けたものでは、プランジャースリーブの注入口から溶湯を注入して、射出ロッドを押し込むと、プランジャースリーブ内の溶湯が上下で均一にならず、金型に射出された鋳造物が変形する可能性があるという点である。
【解決手段】 プランジャースリーブ1の先端1aに分流子2が固着され、分流子2の近傍のプランジャースリーブ1の上部に射出口1bが形成され、プランジャースリーブ1の他端1cの近傍の上部に溶湯の注入口1dが形成され、プランジャースリーブ1の他端1cから射出ロッド3の一端が挿入され、射出ロッド3の一端にプランジャーチップ4が装着され、射出ロッド3の後端にランシジュバン型振動子5が取り付けられ、ランジュバン型振動子5の圧電素子6,7の間の電極8,9に発振器10が接続されている。
(もっと読む)
素形材及びその成形方法
【課題】型を用いずに素形材の成形が可能であって、形状変更にも容易に対応可能とする。
【解決手段】固相率が30〜60%の範囲内にある金属スラリ10を作業台20に載せ、ナイフ形状の工具30Aによって、金属スラリ10の外形形状の加工を行い、必要に応じて、中空管形状の工具30Bやドリルによって穴明け加工を行う。加工中は、作業台20の断熱機能により、金属スラリ10が保温されるため、凝固することなく加工可能である。加工後、自然放置などにより冷却すると凝固し、素形材50が得られる。型を利用しないため、試作段階で形状変更や手直しの必要が生じても、低コスト・短時間で対応できる。また、試作品のほか、少量生産品や芸術品・記念品などの成形にも都合がよい。更に、ロボットハンド40A,40Bに工具30A,30Bを固定して利用すると、成形の再現性や、複雑な形状の成形が可能となる。
(もっと読む)
重力鋳造用鋳型
【課題】鋳造品の品質を向上させるために、鋳型への溶湯の充填が完了した後直ちに鋳型を反転させることができ、かつ、溶湯が鋳型から流出することがない重力鋳造用鋳型を提供する。
【解決手段】溶湯11の供給口である湯口2と、該湯口2から供給された溶湯11を成形空間たる製品部5へ案内する湯道3と、該湯道3と製品部5との間に配置される押湯部4と、が形成され、湯道3の途中に該湯道3を閉塞可能な閉塞手段たる閉塞部材8を有し、水平方向に軸支される反転軸10によって支持され、反転軸10回りに上下反転される反転工程を有する重力鋳造方法に用いられる鋳型1であって、閉塞部材8は、鋳型1を構成する素材(例えば、鋳砂)に比して熱伝導率が十分に高い素材(例えば、銅)によって構成される。
(もっと読む)
凝固組織の制御のための超音波発生装置
鋳造金属の凝固組織を制御するために、冷却流体と鋳型の間の境界面で反射された超音波を再度反射させて溶融金属の内部に伝達される効率を増加させることを目的とする。また、冷却流体が超音波トランスデューサーの性能が落ちないように十分に冷却させることを目的とする。また、超音波トランスデューサーから発生された超音波が鋳造金属の内部に入射されることができずに界面で反射された超音波を、放物線状の反射板で界面に垂直の方向に反射させることを目的とする。さらに、超音波が反射された界面上の地点から放物線状を有する反射板内の反射地点を経て、再度界面に入射される地点までの経路が一波長または波長長さの整数倍になるようにすることを目的とする。超音波を発生させて鋳型の内部に印加する超音波トランスデューサーと前記鋳型の表面で反射された超音波の強度を増加させて、前記鋳型の内部に反射させる反射板とを含む。 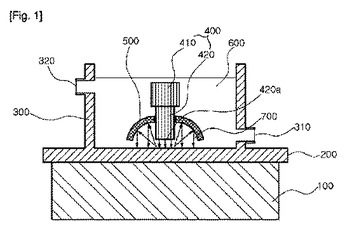 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]