
国際特許分類[B22D27/13]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 溶融または延性状態にある鋳型中の金属の処理 (612) | 圧力の利用によるもの (56) | ガス圧の利用によるもの (15)
国際特許分類[B22D27/13]に分類される特許
1 - 10 / 15
金属充填装置
【課題】処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができるとともに、被処理物上に開口するように形成された微小空間(ビア,貫通孔)に溶融金属を充填することのできる金属充填装置を提供する。
【解決手段】金属充填装置1は、半導体ウェハを保持する保持台H、保持台Hに対向して設けられ、保持面Hに対向する側に金属から構成される押付部が形成されたピストンPを備え、保持台Hに保持された半導体ウェハKに対してピストンPを押付可能に設けられた押付機構5などを備えてなり、保持台Hに保持された半導体ウェハK、ハウジングC及びピストンPによって気密状の処理室2が形成される。また、処理室2内の気体を排気して、当該処理室2内を減圧する減圧機構3、処理室2内に溶融金属Mを供給する溶融金属供給機構4、処理室2内に不活性ガスを供給する加圧ガス供給機構7などを備える。
(もっと読む)
平版印刷版用アルミニウム板材
【課題】平版印刷版原版とした場合、アルミニウム材料中に混入している炭化アルミニウムに起因する膨れが生じない平版印刷版用アルミニウム板材を提供する。
【解決手段】PoDFA法により測定された円相当径で3μm以上の炭化アルミニウムの存在個数が4個以下であることを特徴とする平版印刷版用アルミニウム板材。前記PoDFA法による円相当径で3μm以上の炭化アルミニウムの存在個数の測定は、前記平版印刷版用アルミニウム板材3000gを電気炉中の坩堝内で溶解し、得られた溶湯を専用フィルタにより2000gろ過し、溶湯1000gを前記専用フィルタ上に残したまま凝固させ、フィルタ上10mm高さまでの凝固溶湯の直径縦断面中央部(14mm×10mm)を観察面として、フィルタ上面に堆積した溶湯中の介在物中の炭化アルミニウムを顕微鏡観察することにより行う。
(もっと読む)
縦型鋳造装置及び鋳造方法

【課題】空気、酸化皮膜等の巻き込みがより少なく、従来のダイカスト法又は低圧鋳造法より高品質製品をより低コストで製造できる鋳造法及び装置を提供する。
【解決手段】溶湯、半凝固インゴット及び半溶融インゴットの少なくとも1種の出発材料を押し上げて上方の鋳型に導入することにより鋳造体を製造する装置であって、(1)底部に注湯口が設けられた鋳型、(2)鋳型に前記出発材料を導入するための導入手段及び(3)前記注湯口と前記導入手段との間を開閉できる遮断部材を含み、前記遮断部材が、a)前記注湯口と接する側に形成された副生物捕捉空隙、b)副生物が捕捉された後の出発材料を鋳型の空隙部に導入するための開口部を含む、縦型鋳造装置に係る。
(もっと読む)
金属−セラミックス接合基板の製造装置
【課題】引け巣やボイドなどの欠陥を防止して信頼性の高い金属−セラミックス接合基板を製造することができる、金属−セラミックス接合基板の製造装置を提供する。
【解決手段】金属−セラミックス接合基板の製造装置100は、内部にセラミックス基板12が設置された鋳型20を導入して鋳型内の雰囲気を置換した後に鋳型を加熱する予熱部200と、この予熱部から鋳型を導入して鋳型の注湯口から鋳型内に溶湯312を注入する注湯部300と、この注湯部から鋳型を導入して鋳型に注入された溶湯を加圧しながら鋳型を冷却して溶湯を固化させる加圧冷却部400とを備えている。
(もっと読む)
金属ガラスの成形方法および金属ガラスの成形装置
【課題】微細な金属ガラスの成形品を高い精度で製造することができる金属ガラスの成形装置および金属ガラスの成形方法を提供する。
【解決手段】金属ガラス成形用材料を溶融し、前記溶融された金属ガラス成形用材料を鋳型を用いて成形する金属ガラスの成形方法であって、前記金属ガラス成形用材料および前記鋳型を加熱し、前記金属ガラス成形用材料を溶融させ、前記溶融した金属ガラス成形用材料および前記鋳型を加熱しつつ、金属ガラス成形用材料に圧力を加えて前記鋳型に含浸させ、前記金属ガラス成形用材料が含浸された前記鋳型を冷却して、前記溶融した金属ガラス成形用材料を凝固させることを特徴とする金属ガラスの成形方法を用いる。
(もっと読む)
重力鋳造装置およびこれを用いた重力鋳造方法
【課題】溶融軽合金の鋳型への注入前から溶融軽金属が凝固するまで溶融軽合金全体を加圧して、軽合金鋳物のピンホールの発生を溶融軽合金の凝固の段階に抑制することができる重力鋳造装置を提供する。
【解決手段】溶融軽合金を鋳型に注入するラドル1と、ラドルのほぼ上面から下の部分を包囲し上端部に開口を有するラドルチャンバ5と、ラドルチャンバと所要の間隔をおき隣接して設けられ180度反転によりラドルチャンバの上面上に重畳可能かつ内部に鋳型を取り付けた鋳型チャンバ9と、鋳型チャンバとラドルチャンバの重畳位置の開口をシールするシール手段3と、鋳型チャンバを180度正逆旋回移動可能、かつ鋳型チャンバを180度反転させてラドルチャンバの上面上に重畳可能な旋回駆動手段11と、重畳状態のラドルチャンバ・鋳型チャンバをクランプするクランプ手段12と、鋳型チャンバに連通接続されてラドルチャンバと鋳型チャンバとで画成する気密空間内に加圧気体を供給する加圧気体供給手段13と、を具備したことを特徴とする。
(もっと読む)
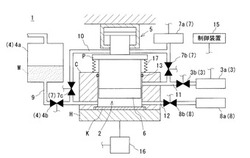
傾動金型に付属するホッパ装置
【課題】本発明は、金型の温度変化等によって、溶湯を溜めるホッパとこのホッパに連結される金型の間から、高圧ガスの漏れを防止する技術を提供することを課題とする。
【解決手段】金型11にホッパ装置12を備え、このホッパ装置12に溶湯を溜め、金型11が傾けられたときに溶湯30を金型11のキャビティ22へ注ぐ傾動式重力鋳造装置10において、ホッパ装置12は、金型11を構成する固定型15に固定されるとともに開口面33が金型11の分割面23に略合致している容器部24と、この容器部24の開口25を塞ぐ蓋部材26と、この蓋部材26に接続されるガス供給手段32とからなり、蓋部材26と可動型16から延ばされたピース61の間にシール部材28が介在されている。
(もっと読む)
高窒素鋼の製造方法
【課題】高窒素鋼を加圧雰囲気で製造する際に、過大な製造装置を必要とすることなく、ガス欠陥を生じることなく造塊を行うことができる製造方法を得る。
【解決手段】窒素含有合金鋼を加圧雰囲気下で製造するにあたり、所定の窒素含有量を達成する窒素分圧を有する混合ガス雰囲気中で前記合金鋼を溶解し、平衡状態になった溶鋼から鋼塊を造塊する際に、凝固時の固相率および窒素分圧に基づく液相中の窒素濃度が、凝固時の固相率および全圧に基づく液相中の許容窒素溶解度よりも小さくなるように、前記窒素分圧と前記全圧を調節して前記溶鋼を凝固させるので、物性値の情報によって確認試験を実施する必要も無く操業条件が決定できる。前記窒素分圧と前記全圧の調節は、過剰窒素指数INDEX(1)またはINDEX(2)が0よりも小さい値を持つようにして行うことができる。
(もっと読む)
連続鋳型充填方法、鋳型アセンブリおよび鋳造物
複数の鋳型へ溶融金属または合金を鋳込むための方法および装置が開示される。この複数の鋳型は鋳型湯口通路によって溶湯供給路と溶湯が流通するように接続される。この溶湯供給路は、鋳型に溶融金属または合金を完全にまたは部分的に、順々に充填するように構成される。この態様で鋳型を充填することによって、鋳型への充填が均一となり、最初に充填された鋳型以降の鋳型への異物の混入が減少し、それにより鋳造物品の品質を向上させることが可能となる。 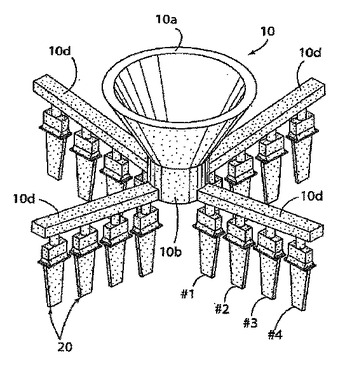 (もっと読む)
(もっと読む)
複合材およびその製造方法
【課題】 セラミック粒体とアルミニウムまたはアルミニウム合金との充填密度を均一として性能のばらつきを抑えることができる複合材およびその製造方法を提供する。
【解決手段】 複合材1が、粒度が比較的大きなセラミック粒体4を40〜85容積%、アルミニウム5を15〜60容積%含み、セラミック粒体4間の間隙にアルミニウム5が連続相を形成し、かつ、セラミック粒体4とアルミニウム5との界面に隙間がないようにした本体部2と、この本体部2の厚さ方向の表面を高精度の平滑度で覆う熱伝導性に優れた被覆部3とを備えて構成され、本体部2を、アルミニウム5をキャビティの下方から真空で吸引するとともに当該キャビティの上方から圧力を付与しながらセラミック粒体4間に含浸させて形成し、被覆部3を、無電解メッキにより形成されたメッキ層で形成する。
(もっと読む)
1 - 10 / 15
[ Back to top ]