
国際特許分類[B22D41/54]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造用容器,例.とりべ,タンディッシュ,カップまたは類似のもの (889) | 注湯ノズル (367) | その製造または修理 (88) | そのために用いられる材料に特徴があるもの (81)
国際特許分類[B22D41/54]に分類される特許
1 - 10 / 81
黒鉛質連続鋳造用ノズルおよびその製造方法
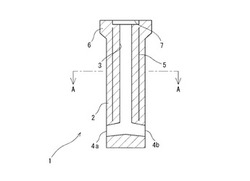
【課題】高価な予熱設備を新設する必要がなく、予熱作業が煩雑化することもなく、ノズル自体の熱伝導率および構造強度を向上させることができ、予熱の均一化を図ることができると共に、鋳造開始時のヒートショックによる割れを抑制できる黒鉛質連続鋳造用ノズルおよびその製造方法を提供する。
【解決手段】本発明の黒鉛質連続鋳造用ノズル1は、ノズル本体2内に筒状に成形されたカーボンクロス5が長手方向に沿って埋設されている。
(もっと読む)
液体供給装置

【課題】簡便でコンパクトな構成で、腐食性の高い溶融金属や溶融塩等の高温の液体を、不純物の混入や不純物による閉塞を生じさせることなく、比較的少量の一定流量で安定に供給できる液体供給装置を提供する。
【解決手段】液溜め容器10に収容された溶融液Mを液溜め容器の下方に流出自在な溶融液流出管12の側方周囲を覆いながら溶融液流出管の上端よりも上方に延出すると共に、液溜め容器に収容された溶融液を溶融液流出管の側に導入自在な貫通孔14aを有した異物混入防止管14と、液溜め容器に収容された溶融液内に浸漬するように下降自在な重り30と、が設けられ、貫通孔の上縁の位置が、液溜め容器に収容された溶融液の下限液面よりも低い位置に設定され、液溜め容器に収容された溶融液に対して下降しながら浸漬する重りの単位時間あたりの浸漬体積変化が、一定に設定されると共に、液溜め容器に収容された溶融液が、浸漬体積変化に応じた流量で溶融液流出管から流出自在である。
(もっと読む)
鋼の連続鋳造方法
【課題】介在物によるノズルの閉塞を生じることなくREMを含有する鋼の連続鋳造が可能な連続鋳造方法を提供する。
【解決手段】タンディッシュからノズルを通じて鋳型へ流出させる溶鋼の、流量調整機構として2層または3層構成のスライディングノズルを使用する、希土類元素を0.001〜0.10mass%で含有する鋼の連続鋳造方法であって、スライディングノズルの全開時の開口面積をA0としたとき、鋳造時にスライディングノズルの開口面積Aが下記(1)式を満足する条件で前記スライディングノズルの開度を調整することを特徴とする鋼の連続鋳造方法。
0.9×Q+30≦A/A0≦75 …(1)
ここで、Q[kg/s]は前記溶鋼のスループットである。
前記スライディングノズルにおける溶鋼との接触面の一部または全部を、MgOを45mass%以上含有する耐火物で構成することが好ましい。
(もっと読む)
連続鋳造用ノズルおよびその製造方法
【課題】耐熱衝撃性、耐食性に優れた連続鋳造用ノズルおよびその製造方法を提供する。
【解決手段】アルミナ、ジルコニア、カーボンおよび有機結合剤(バインダー)を含有した第1の原料が配合される。次いで、配合された第1の原料に対し圧力が加えられ、加圧された第1の原料が焼成される。焼成された第1の原料を粉砕することにより、アルミナ−カーボン質耐火性原料が生成される。当該アルミナ−カーボン質耐火性原料を5〜80質量%と有機質結合剤(バインダー)とを含有する第2の原料が配合され、配合された第2の原料が成形されることにより、連続鋳造用ノズルが構成される。
(もっと読む)
連続鋳造用浸漬ノズルおよびこれを用いた連続鋳造方法
【課題】浸漬ノズルの閉塞を抑制することができる連続鋳造用浸漬ノズル、およびこの浸漬ノズルを用いた連続鋳造方法を提供する。
【解決手段】スピネルグラファイト耐火物を少なくとも内面に配した連続鋳造用浸漬ノズルであって、前記スピネルグラファイト耐火物が、mass%で、C:11〜45%、MgO:6〜25%、Al2O3:40〜80%およびCaO:1〜7%を含有することを特徴とする連続鋳造用浸漬ノズル。前記連続鋳造用浸漬ノズルを用いて鋳型に溶融金属を注入する鋳片の連続鋳造方法であって、前記連続鋳造用浸漬ノズルに電極を設け、前記スピネルグラファイト耐火物を通じて溶融金属に通電しながら鋳造することを特徴とする連続鋳造方法。前記スピネルグラファイト耐火物を陰極とし、前記溶融金属内に陽極となる対極を浸漬し、通電時の平均電流密度を1〜30mA/cm2とすることが好ましい。
(もっと読む)
耐火物用組成物及び耐火物
【課題】有害ガスの発生を抑制して環境汚染等を防ぐことができ、しかも耐食性や耐スポーリング性に優れた耐火物を得る。
【解決手段】耐火骨材にバインダーを配合した耐火物用組成物に関する。そしてバインダーとして、でんぷん類と砂糖類が5:95〜90:10の質量比率で併用して含有されていると共に、でんぷん類や砂糖類を高分子化させるカルボン酸が含有されているものを用いる。でんぷん類や砂糖類は加熱により分解されても有害なガスを多量に放出するようなことがない。そしてでんぷん類と砂糖類をバインダーとして併用することによって、耐食性と耐スポーリング性の両方に優れた耐火物を得ることができるものであり、またでんぷん類や砂糖類をカルボン酸で高分子化させることによって、耐火物の強度を向上することができる。
(もっと読む)
高温組付体、高温組付体の製造方法
【課題】高温環境で使用される第1部材と第2部材との境界領域におけるシール性を高めるのに有利な高温組付体、高温組付体の製造方法を提供する。
【解決手段】高温組付体は、金属または耐火物で形成された第1部材1Xと、金属または耐火物で形成された第1部材に対向する第2部材6と、第1部材1Xと第2部材6との境界領域に配置されるように第1部材1Xおよび第2部材6のうちの少なくとも一方に形成された凹状プール部1Wと、凹状プール部1Wに装填され使用時の熱により合成された体積膨張する耐熱シール剤を焼成して形成された耐熱セラミックスシール部1Rとを有する。
(もっと読む)
連続鋳造用ノズル、連続鋳造方法、および鋳造材
【課題】ノズルと可動鋳型との間にできる隙間に溶湯が流れ込み難く、表面品質に優れる鋳造材を得るのに最適な連続鋳造用ノズルを提供することにある
【解決手段】純マグネシウム又はマグネシウム合金の溶湯10を連続鋳造用の可動鋳型20に供給する連続鋳造用ノズル1である。この連続鋳造用ノズル1は、ノズル本体2と、可動鋳型20側におけるノズル本体2の先端面から外周面に亘る先端領域に設けられる被覆層3とを備える。被覆層3は、窒化物、炭化物、および炭素から選択される少なくとも1種を主成分として含有する。そうすることで、溶湯10に対する被覆層3の濡れ性は、溶湯10に対するノズル本体2の濡れ性よりも低くなる。溶湯10に対して濡れ性が低い被覆層3を形成することによって、ノズル1と可動鋳型20との間にできる隙間において、局所的に湯流れが乱れることがなく、溶湯10が凝固することを防ぐことができる。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル6の内壁のうち、吐出孔13の上端より少なくとも500mm上方の位置から下方の領域の全てを、質量%で、CaOを2%以上5%未満、SiO2を20%以下で含有するアルミナ−グラファイト質耐火物で構成した浸漬ノズル6を用い、この浸漬ノズル6内にArガスを吹き込み、浸漬ノズル内でのArガスの流量を0.8〜8Nl/minとしつつ、25〜200cm/sの流速で溶鋼2を通過させて吐出孔13から鋳型14に供給し、連続鋳造を行う。
(もっと読む)
連続鋳造における注入管の使用方法
【課題】極低炭素鋼の鋳造において、注入管に含まれた炭素が溶鋼に混入することを防止する。
【解決手段】連続鋳造工程において、取鍋の溶鋼をタンディッシュ内に注入するときに溶鋼流を通過させるために使用される注入管において、注入管の組成が、C:28〜34%、SiO2:19〜25%、Al2O3:41〜49%であり、注入管の前記タンディッシュ内の溶鋼に浸漬される部位の厚みが、40〜60mmである。溶鋼中の炭素含有量が40ppm以下の極低炭素鋼を鋳造するに際して、極低炭素鋼を鋳造する直前のチャージに前記注入管を使用して、注入管の下部を前記タンディッシュ内の溶鋼に浸漬する。直前のチャージの溶鋼成分の炭素含有量は、0.3%以下である。直前のチャージの溶鋼に注入管の下部を浸漬させる浸漬時間は、60分以上である。
(もっと読む)
1 - 10 / 81
[ Back to top ]