
国際特許分類[B22D41/58]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造用容器,例.とりべ,タンディッシュ,カップまたは類似のもの (889) | 注湯ノズル (367) | ガス吹込み手段を有するもの (50)
国際特許分類[B22D41/58]に分類される特許
1 - 10 / 50
高清浄度鋼の製造方法
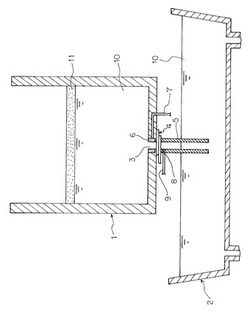
【課題】取鍋からタンディッシュへの溶鋼注入中に吹き込まれるガスの気泡により介在物を効率よく捕捉することで、溶鋼中の介在物を効果的に除去し、清浄度の高い鋼を製造する。
【解決手段】底部の出鋼口3に溶鋼の流量調整手段4を介して注入管5が接続された取鍋1を用い、この取鍋1内の溶鋼を、下部をタンディッシュ2内の溶鋼に浸漬させた注入管5を通じてタンディッシュ2に出鋼するに際し、取鍋の出鋼口3から流量調整手段4までの間に配したポーラスプラグ6を通じて、溶鋼中に不活性ガスを吹き込むとともに、注入管5の上端寄りの位置から、注入管5内を流れる溶鋼中に不活性ガスを吹き込む。吹き込まれたガスの微細化、溶鋼中での気泡の滞留時間の確保、及び注入管内での負圧による気泡の膨張の抑制により、吹き込みガスの気泡により介在物を効率よく捕捉できる。
(もっと読む)
浸漬ノズル及びこれを用いた鋼の連続鋳造方法

【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
羽口ユニットおよび熱電対交換方法
【課題】溶融金属収容容器に使用する羽口ユニットにおいて、熱電対の交換が容易な低コストのものを提供する。
【解決手段】羽口ユニット10を構成する耐火物本体1にガス吹き込み用の貫通管2、熱電対4、および交換用熱電対挿入用の鞘管5が埋め込まれており、
前記鞘管5は、閉鎖端51と開口端52を有し、耐火物本体1内部の所定の測温ポイントに閉鎖端51が位置し、かつ当該羽口ユニット10を溶融金属収容容器に設置したときに作業員の手が届く空間に開口端52が位置するように、管の一部を耐火物本体1から出した状態で耐火物本体1に埋め込まれている羽口ユニット。
(もっと読む)
ガス吹き込み用ノズルへのメタルケースの装着方法
【課題】ガス吹き込み用ノズルのノズル本体の外周面とメタルケースとの間に目地材を隙間なくフル充填することができるガス吹き込み用ノズルへのメタルケースの装着方法を提供すること。
【解決手段】ノズル本体2aの外側面形状を、その上部は下方に向けて拡径するテーパー形状とし、このテーパー形状部分に連なる下部は同一径のストレート形状とし、ノズル本体2aの外側面に目地材2eを塗布した後に、ノズル本体2aの外側面形状に対応する形状を有する外側面用メタルケース2c−3をノズル本体2aの上部から下部に向けて押し下げながらノズル本体2aの外側面全体を覆うように装着する段階と、ノズル本体2aの底面に底面用メタルケース2c−4を装着する段階と、外側面用メタルケース2c−3と底面用メタルケース2c−4とを接合する段階とを含むガス吹き込み用ノズルへのメタルケースの装着方法である。
(もっと読む)
ガス吹き込み用ノズル
【課題】ノズル本体の外周面を囲むメタルケースが変形したとしてもガスリークが生じにくく、しかもノズル内孔の高さ方向において全体から均一にガスを吹き込むことを可能とするガス吹き込み用ノズルを提供すること。
【解決手段】溶融金属が通過するノズル内孔2bを有し、ノズル内孔2bの表面からガスを吹き込むガス吹き込み用ノズル2において、ノズル内孔2bを有する第1の通気性耐火物2a−1の外周側に第2の通気性耐火物2a−2を配置し、第2の通気性耐火物2a−2にガス供給管4を接続した。第1の通気性耐火物2a−1の平均気孔径は50μm未満、第2の通気性耐火物2a−2の平均気孔径は70μm以上である。
(もっと読む)
金属ケース被覆耐火物
【課題】本発明の目的は、常温から熱間までの全温度域で耐火物本体と金属ケースとの間に隙間が生ずることを防止し、ガスリークによる背圧低下が生じない金属ケース被覆耐火物を提供することにある。
【解決手段】本発明の金属ケース被覆耐火物は、耐火物本体とその外面に嵌合される金属ケースとを耐火モルタルを介して接合してなる金属ケース被覆耐火物において、金属ケースが成形加工後、100℃以上の温度で熱処理されていることを特徴とする。
(もっと読む)
ガス吹き耐火物
【課題】本体部材を繰り返し使用でき、取替えに要するコストを低く抑えるガス吹き耐火物を提供する。
【解決手段】 固定板2は、容器に取り付けられ該容器内の溶湯金属にガスを吹き込むガス吹き耐火物である。固定板2は、耐火性の本体部材22と、本体部材22に取り外し可能に取り付けられ溶湯金属にガスを吹き込むガス吹き部材23と、本体部材22に設けられガス吹き部材23にガスを導入するパイプ24とを有している。
(もっと読む)
羽口れんが及びその製造方法
【課題】周方向に分割された羽口れんが単位体を組み合わせて円筒状の羽口れんがを製造する羽口れんがにおいて、れんがの品質を安定させて、羽口れんがの耐スポーリング性を向上させること
【解決手段】周方向に4分割以上に分割された羽口れんが単位体を組み合わせて円筒状の羽口れんがを製造する羽口れんがの製造方法において、前記羽口れんが単位体をプレス成形する際のプレス方向を、羽口れんがの半径方向とする。
(もっと読む)
開閉ノズル装置
【課題】取鍋からの溶鋼の流出がスラグの流出に切り替るタイミングを適正に検知してノズル孔を閉鎖することのできるスライディングノズル装置を提供する。
【解決手段】取鍋12の底部14に設けた注湯口16の下側の位置で開閉するノズル孔28を有し、ノズル孔28の開状態の下で注湯口16から流出した溶鋼15をタンディッシュに注入するスライディングノズル装置に、取鍋からの溶鋼をノズル孔に流しながら、ノズル孔にガス供給してガスバブリングさせるガス供給管路と、ガス供給管路の背圧の大きさを連続して検知する圧力検知手段とを有し、取鍋からの流れが溶鋼からスラグに切り替ることにより発生する背圧の急激な圧力変化に基づいてスラグ検知するスラグ検知装置を備えておく。
(もっと読む)
鋼の連続鋳造方法
【課題】浸漬ノズルの内壁面にアルミナが付着するのを効果的に抑制し、浸漬ノズルの閉塞を防止することができる鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズル6の内壁のうち、吐出孔13の上端より少なくとも500mm上方の位置から下方の領域の全てを、質量%で、CaOを2%以上5%未満、SiO2を20%以下で含有するアルミナ−グラファイト質耐火物で構成した浸漬ノズル6を用い、この浸漬ノズル6内にArガスを吹き込み、浸漬ノズル内でのArガスの流量を0.8〜8Nl/minとしつつ、25〜200cm/sの流速で溶鋼2を通過させて吐出孔13から鋳型14に供給し、連続鋳造を行う。
(もっと読む)
1 - 10 / 50
[ Back to top ]