
国際特許分類[B22D47/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造プラント (46)
国際特許分類[B22D47/00]の下位に属する分類
造型と鋳造の両方のためのもの (13)
国際特許分類[B22D47/00]に分類される特許
1 - 10 / 33
自動注湯機への溶湯供給方法およびその設備
【課題】高速鋳型造型機の鋳型造型速度に対応することが可能な上に、注湯取鍋の溶湯の材質と鋳型に注湯するそれとが合致する溶湯を自動注湯機へ供給可能な自動注湯機への溶湯供給方法を提供する。
【解決手段】溶解炉から自動注湯機の注湯取鍋に溶湯を供給する方法であって、溶解炉と前記注湯取鍋とを溶湯について連結する処理取鍋に所要量の合金成分材を投入したのち、処理取鍋に溶解炉から溶湯を供給し、供給された溶湯を貯留した処理取鍋を待機させる工程と、自動注湯機から取り外した注湯取鍋を、待機中の処理取鍋まで移動させる工程と、待機中の処理取鍋から注湯取鍋に溶湯を空ける工程と、溶湯を注湯された注湯取鍋を自動注湯機に取り付ける工程と、を含むことを特徴とする。
(もっと読む)
一体型金属プロセシング設備

【課題】より効果的な熱処理および金属キャスティングの処理を可能にする、より効果的な方法およびシステムまたは設備を提供すること。
【解決手段】金属キャスティングを形成および熱処理するための一体型金属プロセシング設備であって、溶融金属を一連の鋳型に鋳込んで該キャスティングを形成するための、鋳込みステーション;該キャスティングの熱処理のための少なくとも1つの熱処理ステーションを備える、熱処理ユニット;該鋳込みステーションから該熱処理ユニットへと該キャスティングを移動させるための、移送システム;および該キャスティングの移動経路に沿って位置する熱源であって、該キャスティングを該熱処理ステーションに導入する前に該キャスティングに熱を付与して、該キャスティングの金属に対するプロセス制御温度以上に該キャスティングを維持するための、熱源を備える、一体型金属プロセシング設備。
(もっと読む)
出湯量及び配湯量管理システム
【課題】保持炉単位、もしくは鋳造設備を備えた工場単位で配湯量を管理することができ、出湯重量を計測可能とすることで、配湯量だけでなく出湯量も併せて管理することのできる出湯量及び配湯量管理システムを提供する。
【解決手段】鋳造装置21と溶解炉11との間を走行可能な配湯車両30と、配湯車両に載置され、内部に保持した溶湯を保持炉22に供給することのできる配湯用容器32とを用いて、溶解炉からの溶湯の出湯量、及び鋳造装置の保持炉への溶湯の配湯量を管理するため、溶融金属配湯車両に載置した配湯用容器の重量を計測する重量計測手段と、溶融金属配湯車両との間で無線通信を行って、重量計測手段で計測した出湯及び配湯の前後における配湯用容器の重量、もしくは当該重量に基づき算出した溶湯の出湯重量及び配湯重量を取得し、複数の出湯重量及び配湯重量を記憶して出湯量及び配湯量を管理する湯量管理手段56とを具備するシステム。
(もっと読む)
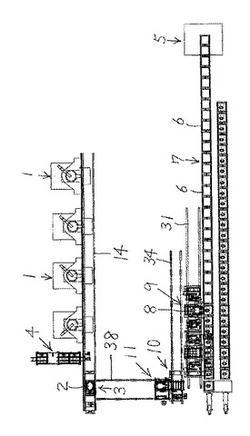
鋳造ラインおよび砂落し方法
【課題】注湯後の鋳型において、砂落しをした後でも確実に鋳型毎の個別管理を行うことができる鋳造ライン及び砂落し方法を提供する。
【解決手段】本発明の鋳造ラインは、砂1と素材2を分離する格子3への鋳型5の搬入出を、それぞれ単独で可動するモールド搬入プッシャ7と、モールド搬出台車10とで行い、かつ格子3の下部にシェイクアウトマシン4を配置した一個流し砂落し装置を備えている。格子3への鋳型5の搬入が1個ずつ行われるので、砂落しをした後も、鋳型毎の個別管理が可能となる。
(もっと読む)
回転式鋳造装置
【課題】油圧ホースを引き回す必要のない、回転式鋳造装置を提供することを課題とする。
【解決手段】第1型21と回転軸13とを第1屈曲継手17を介して連結し、第1型21を型開き方向や型閉じ方向へ導く第1リングカム部材を15設け、この第1リングカム部材15に沿って移動する第1ローラ16A〜16Dを第1屈曲継手17に設け、第2型31と回転軸13とを第2屈曲継手27を介して連結し、第2型31を型開き方向や型閉じ方向へ導く第2リングカム部材25を設け、この第2リングカム部材25に沿って移動する第2ローラ26A〜26Dを第2屈曲継手27に設けてなる。
【効果】金型の開閉を、第1リングカム部材と第2リングカム部材とで実施するため、型締シリンダが不要となり、油圧ホースを引き回す必要がない。
(もっと読む)
鋳造設備における金型鋳造装置
【課題】水平面内で回転可能に設けられたターンテーブル1の上面に、金型2を開閉する金型開閉機構3を備えた多数の金型鋳造装置4・4を、ターンテーブル1の周縁に沿うようにして設置した鋳造設備における金型鋳造装置において、作業者による中子セット、金型清掃、製品取出しなどの作業性が容易になるようにする。
【解決手段】金型2に注湯するラドル9を、ターンテーブル1の外側位置とターンテーブル1の回転中心側位置との間を金型開閉機構4の上方位置で縦断して移動可能に配設し、ラドル9は、金型2に注湯する時にはターンテーブル1の外側位置に、また金型1から鋳造品を取り出すなどの作業を行う時にはターンテーブル1の回転中心側位置にそれぞれ移動させるようにしたことを特徴とする。
(もっと読む)
アルミニウム合金鋳造素材の製造装置
【課題】大がかりな製造装置を用いることなく、簡易に且つ低コストで半溶融成形法に適した素材を得ることができるアルミニウム合金鋳造素材の製造装置を提供する。
【解決手段】ステンレス容器Sを搬送して循環させ得る循環搬送手段1と、循環搬送手段1における第1位置P1に配設されてステンレス容器Sにアルミニウム合金溶湯を注湯して充填させる注湯手段5と、循環搬送手段1における第2位置P2に配設されてステンレス容器S内に充填されたアルミニウム合金を当該ステンレス容器Sから取り出す取出手段3とを具備し、ステンレス容器Sへのアルミニウム合金溶湯の注湯温度がそのアルミニウム合金溶湯における凝固開始温度以上640℃以下、当該ステンレス容器Sの温度が300℃以下及びその内径が5インチ以下の条件に設定されたものである。
(もっと読む)
鋳型冷却ライン及びその制御方法
【課題】1つの造型、注湯、冷却ラインで、FCとFCDを混在して鋳造する場合でも、通常解枠と、短時間冷却後の解枠(速バラシ)、または、長時間冷却後の解枠(遅バラシ)との切り替えができる鋳型冷却ライン及びその制御方法を提供することを目的とする。
【解決手段】通常の冷却時間で解枠する専用レーン4を2レーン以上、短時間冷却後の解枠(速バラシ)、または、長時間冷却後の解枠(遅バラシ)を行う専用レーン5を1レーン以上備えたことを特徴とする。
(もっと読む)
鋳造ライン駆動装置の制御方法、その制御システムおよびその記憶媒体
【課題】鋳造ラインにおいて移動により発生した注湯装置の取鍋内の溶湯および鋳型内の溶湯の振動を抑制することが可能な鋳造ライン駆動装置の制御方法を提供する。
【解決手段】予め求められた取鍋内の溶湯の重量および固有振動数の関係式と取鍋内の溶湯の重量から取鍋溶湯の固有振動数を演算するとともに、予め求められた鋳型内溶湯の重量および固有振動数の関係式と測定した鋳型内の溶湯の重量とから鋳型溶湯の固有振動数を演算し、演算された取鍋溶湯の固有振動数および鋳型溶湯の固有振動数をフィルタ手段に入力して、鋳造ラインにおける鋳枠送り動作の速度波形を、2つの固有振動数を含まないように変更し、鋳枠送り動作の速度波形が変更された速度波形になるように電動プッシャーシリンダおよび電動クッションシリンダを作動することを特徴とする。
(もっと読む)
金型移動式重力鋳造設備
【課題】 押し湯能力を向上させ引け巣の発生を抑制し、高品質で、歩留まりが高く、凝固時間の短い、鋳造製品を鋳造でき、しかも設備費が安く、消費エネルギーの少ない金型移動式重力鋳造設備を提供すること。
【解決手段】 重力により溶湯3を供給する重力鋳造金型30と、重力鋳造金型30を循環させて鋳造する移動式鋳造設備10とを備える金型移動式重力鋳造設備1であって、傾動装置13で重力鋳造金型30に溶湯3を鋳込んだ後、移送装置19による重力鋳造金型30を移送する駆動力と、重力とを利用して、重力鋳造金型30の押し湯作業を行い、傾動戻し装置16による重力鋳造金型30を回転する回転力と、重力を利用して傾動戻し作業を行い、傾動装置13による傾動以前の状態の回転位置に重力鋳造金型30を戻す。
(もっと読む)
1 - 10 / 33
[ Back to top ]