
国際特許分類[B22F5/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 製品の特殊な形状に特徴がある金属質粉からの工作物または物品の製造 (535)
国際特許分類[B22F5/00]の下位に属する分類
ピストンリング (3)
タービンブレード (10)
ねじ歯をつけた物品,例.ナット (5)
歯をつけた物品,例.大歯車;カムディスク (47)
先行のサブグループに規定されていない,空洞あるいは穴のある物品 (110)
管あるいは線材 (17)
国際特許分類[B22F5/00]に分類される特許
1 - 10 / 343
バルブシート
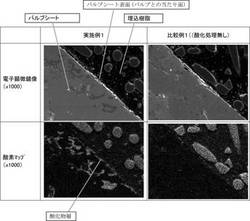
【課題】強度及び耐摩耗性に優れたバルブシートを提供する。
【解決手段】鉄基焼結合金を用いたバルブシートにおいて、酸化処理により、鉄基焼結合金の表面及び内部に四三酸化鉄を主体とする酸化物が形成されており、シリンダヘッドに装着される前の状態で、鉄基焼結合金の断面における四三酸化鉄を主体とする酸化物の平均面積率が5〜20%であるバルブシート。鉄基焼結合金は、周期表4a〜6a族から選ばれる1種以上の元素の金属間化合物、炭化物、珪化物、窒化物及び硼化物の少なくとも1つの化合物から形成される硬質粒子を含有し、シリンダヘッドに装着される前の状態で、鉄基焼結合金の断面における硬質粒子の平均面積率が5〜45%であることが好ましい。
(もっと読む)
摺動部材

【課題】銅合金製の摺動部材を製造するにあたり、強度の低下を起こすことなく、また、接着や乾燥などの処理を行う必要なく、かつ、不連続面を発生させないように、摺動部材表面に黒鉛を配する。
【解決手段】摺動面において凹部が占める面積比率が2%以上であり、その凹部の表面における大きさの平均が5μm以上、75μm以下となるよう形成させた摺動部材に対して、その凹部に黒鉛を保持させる。
(もっと読む)
鉄基焼結摺動部材およびその製造方法
【課題】Cuの使用量を低減して製造コストを低減するとともに、基地への固着性が高い硫化物が分散する鉄基焼結摺動部材およびその製造方法を提供する。
【解決手段】全体組成が、質量比で、Cu:0.1〜10%、C:0.2〜2.0%、Mn:0.03〜0.9%、S:0.52〜6.54%、残部:Feおよび不可避不純物からなり、全体組成におけるSの質量%を[S%]、Mnの質量%を[Mn%]としたときに、下記数1を満たすとともに、断面面積率で50%以上がマルテンサイト組織である基地中に、気孔と硫化物粒子が分散する金属組織を示し、硫化物粒子が基地に対して3〜30体積%の割合で分散する。[S%]=0.6×[Mn%]+0.5〜6.0
(もっと読む)
ダイキャスト金型およびその周辺部材
【課題】 長寿命のダイキャスト金型およびその周辺部材を提供する。
【解決手段】 アルミニウム合金溶湯用の、ダイキャスト金型、またはその周辺部材の材料を、W−Ni(−Fe−Co)系合金にCrを添加した合金とすることにより耐酸化性を向上させた焼結合金として、長寿命かつ加熱・冷却による寸法変化の小さい製品にする。
(もっと読む)
ルツボおよびそれを用いたサファイア単結晶の製造方法
【課題】サファイア単結晶の製造時のように2000℃以上の高温での使用環境下において、開封部の形状変化を抑制した耐久性に優れたルツボを提供する。
【解決手段】タングステンまたはモリブデンを主成分とするルツボ本体部とルツボ本体部の側壁部5に融点2100℃以上の金属または合金からなるリング状補強部材3を具備するルツボ1であって、前記リング状補強部材3は、タングステンまたはタングステンを主成分とする合金からなることが好ましく、また、ルツボ本体部の高さL1とリング状補強部材の高さL2の比(L2/L1)が0.001〜1であることが好ましい。
(もっと読む)
金属多孔質体の製造方法
【課題】隣接する部材を損傷しない、凹凸形状を有する金属多孔質体を提供する。
【解決手段】金属焼結体の骨格11により辺が構成されてなる複数の多面体状の気孔が相互に連続状態に形成されている板状の金属多孔質体10であって、表裏面の少なくとも一方の面に任意の凹凸形状が形成されているとともに、この最外面が骨格11の側面で形成されており、骨格11の間に形成される空隙12は、その空隙率が60%以上99%以下である。
(もっと読む)
ラックアンドピニオン式ステアリングギヤユニットの製造方法
【課題】押圧ブロックの外周面とケーシングのシリンダ部の内周面との接触部で、グリース不足に基づく潤滑不良が生じる事を防止できるラックアンドピニオン式ステアリングギヤユニットの製造方法を提供する。
【解決手段】押圧ブロック21を、素材となる金属粉末を成形する成形工程と、焼結工程とを経て造る。その後、押圧ブロック21の内部に潤滑油を、真空含浸法により含浸させる。その後、押圧ブロック21の外周面にグリースを塗布すると共に、押圧ブロック21をシリンダ部20内に嵌装する。前記潤滑油により前記グリースが押圧ブロック21の内部に吸収される事を防止する事により、前記接触部でグリース不足に基づく潤滑不良が生じる事を防止する。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法
【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
圧粉成形体
【課題】低損失で生産性に優れる圧粉成形体、及びこの圧粉成形体を具えるリアクトル用コア、磁気回路部品を提供する。
【解決手段】圧粉成形体10は、絶縁被膜を具える被覆軟磁性粒子を圧縮成形してなり、対向配置された板状部111,112に挟まれた錘台部113を主体とする変形錘台体である。圧粉成形体10の縦断面は、台形状面113sと、台形状面113sの長辺に繋がる長辺側矩形状面111sと、台形状面113sの短辺に繋がる短辺側矩形状面112sとで構成される。成形用金型との摺接面が主として錘台部113の外周面113oで構成される。外周面113oが圧縮成形物の抜き出し方向に対して傾斜するため、圧縮成形物と上記金型との摩擦を低減して、圧粉成形体10は、絶縁被膜の損傷を低減できる。従って、圧粉成形体10は、後処理時間の短縮により生産性に優れる上に、低損失である。
(もっと読む)
粉末金属摩擦撹拌溶着工具およびその製造方法
【課題】長寿命だが、非常に効果的な摩擦撹拌工具を実現する。
【解決手段】摩擦撹拌溶着工具は、粉末金属材料から製造される溶着チップを備える摩擦撹拌溶着工具であって、前記粉末金属材料は鉄系であり、前記溶着チップの少なくとも一部は、(1)樹脂、(2)前記鉄系の材料よりも融点が低い別の材料、ならびに(3)CaF2、MnS、MoS2、BN、CaCO3、SiO2、Al2O3、セラミック、炭化化合物、フェロニッケル、クロム、およびCrとNiとCoの合金からなる群より選択される少なくとも1つの添加剤、のうち少なくとも1つを含む。
(もっと読む)
1 - 10 / 343
[ Back to top ]