
国際特許分類[B22F5/10]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 製品の特殊な形状に特徴がある金属質粉からの工作物または物品の製造 (535) | 先行のサブグループに規定されていない,空洞あるいは穴のある物品 (110)
国際特許分類[B22F5/10]に分類される特許
1 - 10 / 110
多孔質焼結金属およびその製造方法
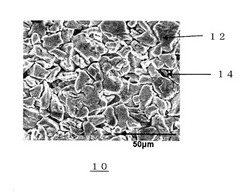
【課題】薄膜であって、かつ優れた多孔質構造を有する金属の用途に好適である多孔質焼結金属およびその製造方法を提供する。
【解決手段】多孔質焼結金属10は、厚みが5〜30μm、空隙率が25〜70%および平均空孔直径が0.2〜40μmであり、多数の孔(孔部12)が等方的に連通した貫通孔である。多孔質焼結金属は、金属粉末および溶剤を含むスラリー状組成物を、酸に対して溶解性を有する基材上に成形して焼結前成形体を得る焼結前成形体形成工程、焼結前成形体を焼結して焼結体を得る焼結工程および酸により焼結体から基材を分離除去する基材除去工程を含む製造方法により得られる。
(もっと読む)
シート状多孔体および該多孔体の製造方法

【課題】シート状多孔体中の流体の流れおよび流通抵抗に関して異方性を有する多孔体シートおよびその製造方法を提供する。
【解決手段】金属のシート状多孔体であって、シート状多孔体内には、一または複数の空洞が形成されており、空洞は、その一端のみがシート状多孔体表面の任意の部位に開口部を有し、他端はシート状多孔体内部に留まるように構成したことを特徴とするシート状多孔体。また、多孔体原料である金属粉末の内部に、多孔体を構成する金属と反応しない棒状金属を、棒状金属の一端が金属粉末外部に突出して他端が金属粉末内部に埋没するように内装し、金属粉末を成形し、金属粉末成形体を焼成し、金属粉末焼成体から棒状金属を抜き去ることを特徴とする多孔体シートの製造方法。
(もっと読む)
粉末成形装置
【課題】簡単な構成で、強度と撓み調整能力の向上を両立させ、この治具を用いた成形用金型による圧縮成形において、圧粉体に撓み量の差による亀裂の発生を抑制することを課題とする。
【解決手段】焼結部品の圧粉成形に用いられ、ダイと上パンチと複数の下パンチとコアとを含む粉末成形装置であって、少なくとも1つの前記下パンチの下方に複数の撓み調整部材を備えることを特徴とする粉末成形装置とした。
(もっと読む)
多孔質電気バンプの製造方法
【課題】 バルク金属ガラスハンダ、発泡バルク金属ガラスハンダ、チップパッケージ内の発泡ハンダボンディングパッド、そのアセンブル方法、およびそれを含むシステムを提供する。
【解決手段】 発泡バルク金属ガラス電気接続部が集積回路パッケージの基板に形成される。発泡バルク金属ガラス電気接続部は率が低く、衝撃荷重および動的荷重による亀裂に対する耐性を持つ。発泡バルク金属ガラス電気接続部は、集積回路デバイスと外部構造との間で通信を行うためのハンダバンプとして使用され得る。発泡バルク金属ガラス電気接続部を形成するプロセスは、バルク金属ガラスと発泡剤とを混合することを含む。
(もっと読む)
軽量構造体
【課題】剛性を維持しつつ耐候性、断熱性に優れた軽量構造体を提供する。
【解決手段】軽量構造体1は、連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる二種類の多孔質金属体2,3により構成され、複数の空間部31を有する枠状に形成された気孔率の低い高密度多孔質金属体3と、空間部31内に組み込まれ高密度多孔質金属体3よりも気孔率の高い低密度多孔質金属体2とを有する多孔質層4により形成されている。
(もっと読む)
すべり軸受およびこれを備えた建設機械
【課題】長期に亘って優れた潤滑性能を維持できると共に、優れた強度を発揮できる新規なすべり軸受およびこれを備えた建設機械の提供。
【解決手段】少なくともブッシュ10と軸部20とを有するすべり軸受であって、前記軸部20に、前記軸部20とブッシュ10との摺動面に外部からグリースGを供給する給脂通路70を設け、前記ブッシュ10を多孔質の金属焼結体で形成すると共に、そのブッシュ10の摺動面に分解触媒Sを付着させる。これによって、軸部20とブッシュ10との摺動面に外部から給脂通路70を介してグリースGを容易に供給できると共に、供給されたグリースGが分解触媒70によって基油が分離されてそのままブッシュ10にしみ込んでその空隙C内に保持されるため、潤滑油切れがなくなり長期に亘って優れた潤滑性能と強度を維持できる。
(もっと読む)
熱電変換モジュールおよびその製造方法
【課題】高温における、熱電変換素子と電極との熱膨張量の差により生じる熱応力を緩和し、熱応力による熱電変換素子と電極の接合部もしくは接合部近傍での破断を防止できる熱電変換モジュールの提供。
【解決手段】多孔質金属層6をニッケルもしくは銀からなる密度比:50〜90%(気孔率を50%以下)の多孔質の金属層で構成して、熱電変換素子1と電極2とを多孔質金属層6を介して冶金的に接合して熱電変換モジュールとする。
(もっと読む)
焼結部品のサイジング方法
【課題】非円形軸穴の局部的な形状の変化によって端面の面積が部分的に変化している焼結歯車などの焼結部品のサイジングに起因した真円度の低下を抑制して同部品の真円度を向上させることを課題としている。
【解決手段】非円形の軸穴3を中心に有する焼結部品を、ダイ、上パンチ、下パンチ及びコアロッドを有する金型を用いてサイジングするときに、上下のパンチ7,8が焼結部品を加圧し始める位置で、焼結部品の端面の周方向各域のうち面積が他の領域よりも大きい側において、焼結部品の端面4と上パンチ7の端面10との間に部品の圧縮代よりも小さい隙間gを生じさせ、この状態で上パンチ7と下パンチ8による加圧を行う。
(もっと読む)
燃料噴射器固定具
【課題】粉末金属技術を利用する燃料噴射器固定具の形成法を提供する。
【解決手段】重量百分率で、炭素0.6〜0.9%と、銅1.5〜3.9%と、鉄93.2〜97.9%と、他の元素である残部とを含有する粉末金属材料を成形型内で7.0〜7.1g/cm3の密度に圧密化しかつ温度816〜871℃(1500〜1600°F)で予備焼結して、粉末金属ブランクが形成される。潤滑材により粉末金属ブランクに潤滑性を付与し、少なくとも密度7.3g/cm3に再圧密化した後、温度1121℃(2050°F)で焼結して、最終粉末金属ブランクが形成される。燃料噴射器固定具自体は、ほぼ円筒状の中央部と、中央部から横方向に延伸する第1の翼部と、角度180°だけ第1の翼部から離間して中央部から横方向に延伸する第2の翼部とを有する粉末金属の単一構造体を有する。
(もっと読む)
中空焼結体の製造方法
【課題】 ヒビや膨れの発生を防止できるものでありながら、中子の除去を容易に行うことが可能になる製品焼結体の製造方法を提供する。
【解決手段】本発明の製品焼結体Wの製造方法は、中空状の中子1を成形する中子成形工程3と、中空状の中子1と、この中空状の中子1を内部に備えた金型13との間に焼結材料7を射出成形して射出成形体9を成形する射出成形工程4と、射出成形体9の内部から中空状の中子1を除去する中子除去工程5と、射出成形体9を焼結して焼結体Wを得る焼結工程6と、を備えている。
(もっと読む)
1 - 10 / 110
[ Back to top ]