
国際特許分類[B22F7/04]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属質粉の加工;金属質粉からの物品の製造;金属質粉の製造 (12,322) | 成形を行いまたは行わないで粉末を焼結することによって,金属質粉から成る複合層,複合工作物または複合物品の製造 (601) | 複合層の製造 (180) | 粉末から作ったのではない,例.固体金属から作ったもの,1つまたは2以上の積層をもつもの (166)
国際特許分類[B22F7/04]に分類される特許
1 - 10 / 166
内燃機関用鋳鉄製シリンダヘッドのバルブシート部の表面硬化処理方法
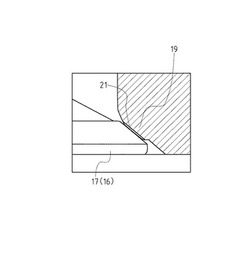
【課題】エンジン部品の表面に耐磨耗性に優れた合金層をコーティングし、部品寿命を向上させる表面硬化方法を提案する。
【解決手段】内燃機関用鋳鉄製シリンダヘッドのバルブシート部の表面硬化方法において、乾燥させた内燃機関用鋳鉄製シリンダヘッド15のバルブシート部19の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記バルブシート部19に合金層21を形成する。
(もっと読む)
内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化処理方法

【課題】エンジン部品としての鋳鉄製シリンダブロックのライナ表面部の硬化処理方法を提供する。
【解決手段】内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化方法において、乾燥させたシリンダブロック25の内壁のライナ表面部26の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記シリンダブロック25の内壁のライナ表面部26に合金層22を形成する。
(もっと読む)
金属製品の皮膜形成方法
【課題】低温で粉末粒子を塑性変形させながら基材に衝突させて緻密な皮膜を形成できるというコールドスプレー法の利点を生かし、高速で形成可能であるという利点から0.5mm以上の厚膜を形成できると共に、更にHIP処理を施すことで、基材への拡散接合によって皮膜自体の緻密化を図り、皮膜機能性と生産性が高い皮膜形成方法を提供する。
【解決手段】加熱したガスの音速以上の速度の噴流に金属又は金属とセラミックスの混合粉末を混合して噴出させ、基材の表面に衝突させることにより金属粉末粒子を塑性変形させ、かつ金属粉末粒子を溶融させることなく、基材の表面にコーティング層を形成する工程を繰返すことにより厚さ0.5mm以上の皮膜を形成し、皮膜に対してカプセリングすることなくHIP処理を施すことにより皮膜中の気孔を消滅させると共に、緻密度、密着性、硬度等の機械的特性を制御する。
(もっと読む)
傾斜構造の形成方法及び分散液
【課題】構造体を構成する、マイクロ粒子とナノ粒子の比率として表記される「組成」が、作製される構造体の膜厚方向、底面側から表面側へと変化している「傾斜組成」を示す「傾斜構造」の形成方法を提供する。
【解決手段】マイクロ粒子とナノ粒子を溶媒中に分散した分散液を基材上に塗布し、静置後、乾燥処理を施すことで、前記マイクロ粒子を分散液中で沈降させることにより、下層部にマイクロ粒子の層を形成し、上層部にナノ粒子の層を形成する傾斜構造の形成方法;及びその方法に使用する為の分散液であって、平均粒子径が1μm以上のマイクロ粒子と平均粒子径が1nm〜100nmのナノ粒子を溶媒中に分散した分散液。
(もっと読む)
摺動部材
【課題】耐疲労性と非焼付性に一層優れた摺動部材を提供する。
【解決手段】摺動部材は、室温から450Kにおいて熱伝導率が200〜450W/(mK)である第1金属を主成分とする第1層2と、第1金属よりも硬度が低い第2金属を主成分とする第2層3との間に、第3層4を有する。第3層4は、第1金属を母相、第2金属を二次相として有し、第3層中での二次相の面積率が10〜30%であり、第3層の厚さは、当該第3層と第1層を合わせた合計厚さの3%以上である。
(もっと読む)
熱伝導シート及びその製造方法
【課題】熱伝導性を更に高めること。さらに、アセンブリ時のシート厚の調整を容易に行えるとともに、コストの低減に寄与すること。
【解決手段】熱伝導シート10は、第1の金属材12と第2の金属材16とがシート状に複合成形されている。第1の金属材10はインジウムのシートであり、第2の金属材16は、インジウムよりも高い熱伝導性及び高い融点を有する金属の粒粉である。この金属の粒粉16は、インジウムのシート12中に包含されている。金属の粒粉16は、例えば、その表面に金層15が被着された銅粒粉14である。
(もっと読む)
粉末圧延装置
【課題】予備圧下粉末層の厚さを精度高く計測することが可能な粉末圧延装置を提供する。
【解決手段】粉末圧延装置1は、一対の圧延ロール2と、予備圧下ロール8と、第1変位センサ12と、第2変位センサ13と、制御部14とを備える。予備圧下ロール8は、圧延ロール2の周面に供給された粉末材料Yを圧延ロール2の周面に対して押し付けて、圧延ロール2の周面上に予備圧下粉末層Zを形成する。第1変位センサ12は、予備圧下粉末層Zの表面位置を検出する。第2変位センサ13は、予備圧下粉末層Zが形成された圧延ロール2の周面位置を検出する。制御部14は、第1変位センサ12の検出結果と第2変位センサ13の検出結果とから予備圧下粉末層Zの厚さを算出する。
(もっと読む)
粉末圧延装置及び粉末圧延方法
【課題】基材のシート幅方向に作用する荷重が一方のロール軸端部に常に偏ることを防止しつつ、基材のシート幅方向の変位を抑制することによって、基材を変形させることなく粉末材料の無駄を抑制する。
【解決手段】前記基材の表面と直交する方向から見たときに、前記基材が前記圧延ロールの周方向に沿うように、前記基材の前記圧延ロール間への進入方向を調節する基材進入方向調節手段20と、圧延ロールの軸方向の端部に対して圧延ロール同士を近づける方向に掛ける荷重の大きさを制御することにより、圧延ロール間における基材の幅方向に対する変位を抑制する基材幅方向変位抑制手段30とを備える。
(もっと読む)
ロールプレス装置及び膜厚計測方法
【課題】生産効率の向上及び作業員の負担減を図る。
【解決手段】巻出装置の下流側に設置され、基材表面に被覆材を供給する被覆材供給装置と、被覆材供給装置の下流側に設置され、一対のプレスロール間に基材を挿通させながら基材表面に被覆材を連続的に圧着させる圧着装置と、圧着装置の上流側の基材搬送速度を計測する第1の速度計測器と、圧着装置の下流側の基材搬送速度を計測する第2の速度計測器と、圧着装置から送出されるシート材の厚さを計測する厚さ計測器と、第1の速度計測器、第2の速度計測器及び厚さ計測器から得られる各計測結果に基づいて基材に圧着された被覆材の膜厚を算出する膜厚算出装置とを具備する。
(もっと読む)
クラッド材製造装置及びクラッド材製造方法
【課題】クラッド材の製造工程を短縮して生産効率の向上を実現する。
【解決手段】クラッド材製造装置Aは、基材となる金属基板X2を連続鋳造法によって形成する連続鋳造装置1と、前記連続鋳造装置1にて形成された前記金属基板X2の片面或いは両面にロウ材として機能する粉末P1,P2を圧着させてクラッド材X4を形成する粉末圧延装置7とを備える。この連続鋳造装置1によって基材となる金属基板X2を当初から薄い板厚で形成することができるため、粉末圧延装置7において圧延を複数回繰り返すことなく所望の板厚のクラッド材X4を形成することができ、その結果、クラッド材X4の製造工程を短縮可能となる。
(もっと読む)
1 - 10 / 166
[ Back to top ]