
国際特許分類[B23B27/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | ビットまたはチップが特別な材料でできているバイト (2,547) | ダイヤモンドビットをもつもの (246)
国際特許分類[B23B27/20]に分類される特許
1 - 10 / 246
ダイヤモンド被膜被着部材およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
単結晶ダイヤモンドバイト及び単結晶ダイヤモンドバイトを使用した切削方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
靭性と耐摩耗性に優れたダイヤモンド被覆超硬合金製切削工具
【課題】CFRP等の難削材の高速切削加工において、すぐれた靭性を備え、すぐれた耐摩耗性を発揮するダイヤモンド被覆超硬合金製切削工具を提供する。
【解決手段】Coを3〜15質量%含有するWC基超硬合金を基体とするダイヤモンド被覆超硬合金製切削工具において、該WC基超硬合金基体の表面から、その内部へ表面から10μmの縦断面領域にわたるCoの結晶構造を電子線後方散乱回折装置で測定した場合、Coの総占有面積に占める六方晶(hcp)構造のCoの占有面積割合が、0.2〜0.8の範囲内であり、また、好ましくは、ダイヤモンド膜の平均圧縮残留応力値が、2.2〜3GPaの範囲内であり、また膜厚をDとし、刃先稜線部の断面におけるダイヤモンド膜の圧縮残留応力が、膜厚の中央位置の圧縮残留応力をSmとした時に、界面から0.25Dの部分でSmの1.2〜2.0倍の範囲であり、界面から0.75Dの部分でSmの0.5〜0.8倍の範囲であるダイヤモンド被覆超硬合金製切削工具。
(もっと読む)
切削インサート
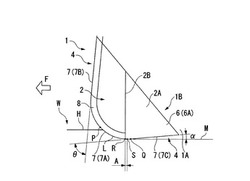
【課題】高硬度材を旋削加工する場合においても、すくい面のクレータ摩耗による被削材の仕上げ面粗度の劣化を十分に抑制することが可能な切削インサートを提供する。
【解決手段】インサート本体1の多角形状をなすすくい面2の辺稜部に、すくい面2の角部に円弧状のコーナ刃7Aを有する切刃7が形成されており、このすくい面2には、コーナ刃7Aの突端Pからすくい面2の内側に向かう途中ですくい面2が低くなる段差部2Bが、コーナ刃7Aに交差するように形成されている。
(もっと読む)
工具および工具の製造方法

【課題】鉄系材料からなる工具基材にダイヤモンド被膜を被覆した工具および工具の製造方法を提供すること。
【解決手段】ダイヤモンド粉末12をその一部が露出した状態で工具基材に埋入した後、被覆工程において、ダイヤモンド粉末12の露出した部分を覆うようにダイヤモンド被膜13を被覆するので、ダイヤモンド粉末12の露出した部分を核として、ダイヤモンドを成長させることができる。その結果、鉄系材料からなる工具基材11にダイヤモンド被膜13を被覆することができる。
(もっと読む)
硬質膜および硬質膜形成体
【課題】高い耐摩耗性を有するとともに、耐剥離性に優れ、長期にわたり剥離を防止できる硬質膜、および、該硬質膜が形成された硬質膜形成体を提供する。
【解決手段】基材2の表面2a上に直接成膜されるCrとWCとを主体とする第1混合層1aと、第1混合層1aの上に成膜されるWCとDLCとを主体とする第2混合層1bと、第2混合層1bの上に成膜されるDLCを主体とする表面層1cとからなる構造の硬質膜1であり、第1混合層1aは、基材側から第2混合層側へ向けて連続的または段階的に、Crの含有率が小さくなり、WCの含有率が高くなる層であり、第2混合層1bは、第1混合層側から表面層側へ向けて連続的または段階的に、WCの含有率が小さくなり、DLCの含有率が高くなる層であり、第2混合層1bにおける水素含有量が10〜45原子%である。
(もっと読む)
立方晶窒化ほう素基焼結材料製切削工具
【課題】 高硬度鋼の断続切削加工で、すぐれた耐チッピング性、耐欠損性を発揮する立方晶窒化ほう素基焼結材料製切削工具を提供する。
【解決手段】立方晶窒化ほう素基焼結材料製切削工具において、立方晶窒化ほう素粒子の平均粒径は0.5〜8μmである。該前記立方晶窒化ほう素粒子の表面は、部分的に切れ間が形成された平均膜厚10〜90nmの酸化アルミニウム膜によって被覆される。前記切れ間の平均形成割合h/Hは、0.02≦h/H≦0.08を満足する。ここで、hは酸化アルミニウム膜の切れ間長、Hは立方晶窒化ほう素粒子の周囲長を示す。
(もっと読む)
微細複製工具を作製するための整列マルチダイヤモンド切削工具組立体及び該切削工具組立体を作製する方法
【課題】微細複製工具に溝を作製する際に用いる切削工具組立体及びその作製方法の提供。
【解決手段】切削工具組立体には、取付け構造体及び10マイクロメートル未満の許容誤差で取付け構造体内で整列している複数のダイヤモンドが備わっている。例えば、第1及び第2のダイヤモンドチップを備えている第1及び第2の工具シャンクは、第1のダイヤモンドチップの切削位置と第2のダイヤモンドチップの切削位置が一致するように、取付け構造体内に位置決めすることができる。しかしながら、第2のダイヤモンドチップは、第1のダイヤモンドチップよりも、さらに取付け構造体から離れた既定の距離に配置してもよく、また第2のダイヤモンドには、第1のダイヤモンドチップとは異なる形状を持たせてよい。
(もっと読む)
逃げ面内部給油孔付き超高圧焼結体工具
【課題】少なくとも刃先にcBN焼結体やダイヤモンド焼結体を有する超高圧焼結体工具の冷却構造を工夫することで、焼入鋼、耐熱合金、難削鋳鉄などの難削材の高速切削に利用する工具の長寿命化を図り、同時に、加工変質層の生成を抑制して加工面品位を向上させることを課題としている。
【解決手段】超硬基材のコーナ部にcBN焼結体又はダイヤモンド焼結体からなる超高圧焼結体4を有し、その超高圧焼結体4に切れ刃5が形成された超高圧焼結体工具に、噴出口6bが工具の刃先コーナ部直下の逃げ面8に開口する給油孔6を設け、その給油孔の噴出口6bから切れ刃5までの距離を0.3mm以上、3mm以下、逃げ面8に対する噴出口の傾き角を20°以上、70°以下に設定した。
(もっと読む)
cBN焼結体及びcBN焼結体工具
【課題】難削性遠心鋳造鋳鉄加工において、耐欠損性、及び耐摩耗性に優れるcBN焼結体を提供する。
【解決手段】本発明は、体積で50%以上90%以下又は40%以上85%以下のcBN成分からなるcBN焼結体であって、前記cBN焼結体中に、アルミナ及びジルコニアが体積で、9%以上50%以下を含有し、ジルコニア/アルミナの重量比が0.1以上4以下であることを特徴とするcBN焼結体である。本発明に係るcBN焼結体を切削に関与する部位に用いた工具は、cBN焼結体の強度、硬度、靭性に優れるために、従来のcBN焼結体工具と比較し、難削性遠心鋳造鋳鉄加工において性能が向上する。
(もっと読む)
1 - 10 / 246
[ Back to top ]